КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электроды. Покрытие электродов, его назначение
|
|
|
|
Применяемое оборудование при электродуговой сварке.
Электродуговая сварка, сущность процесса.
Металлургические процессы при сварке, сварочные напряжения и деформации, причины их появления и методы предупреждения.
Сущность процесса сварки. Виды сварки и сварных соединений.
1. Сваркой называют процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном (общем) нагреве или пластическом деформировании, а также при совместном действии того и другого.
Физическая сущность процесса сварки заключается в сближении соединяемых поверхностей на расстояние, в пределах которого начинают действовать силы межатомного сцепления. Для необходимого сближения соединяемых поверхностей производят тепловое или механическое воздействие на металл в зоне соединения.
К термическому классу (сварке плавлением) относятся следующие виды сварки: дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, газовая, термитная. К термомеханическому классу относятся: контактная, газопрессовая, печная и др. К механическому классу (сварке давлением) относятся: холодная, взрывная, ультразвуковая, трением.
2. Металлургические процессы при сварке отличаются следующими особенностями: малым объемом расплавленного металла сварного шва, высокой температурой зоны сварки, непродолжительным нахождением металла в расплавленном состоянии, активным взаимодействием расплавленного металла с окружающей средой, быстрым отводом теплоты от расплавленного металла сварочной ванны в прилегающей к ней зоны твердого основного металла.
В процессе сварки происходит окисление металла за счет кислорода атмосферы, двуокиси углерода, паров воды, высших окислов. Окислы и газы, остающиеся в сварном шве, резко ухудшают его механические свойства.
На качество сварных соединений большое влияние оказывает содержание серы и фосфора. Сера, соединяясь с железом, образует сульфид железа FеS, который является причиной образования горячих трещин. Вредное влияние оказывает и фосфор, снижающий ударную вязкость металла шва.
В процессе сварки возникают внутренние напряжения в металле и изменения формы и размеров сварного изделия, называемые деформациями. К неизбежным причинам относятся: неравномерный нагрев; тепловая усадка шва; структурные изменения металла шва и около шовной зоны и т. д. К сопутствующим причинам относятся: неправильный расчет конструкции сварных узлов (близкое расположение швов, их частое пересечение, неправильно выбранный тип соединения и др.); применение устаревшей техники и технологии сварки (неверно выбраны способы наложения слоев и диаметр электрода, не соблюдаются режимы сварки и др.); низкая квалификация сварщика; нарушение геометрических размеров сварных швов. Для уменьшения сварочных деформаций имеют правильный порядок наложения сварных швов, а также применение термической обработки после сварки (отжиг, нормализация).
Сварное соединение — неразъемное соединение, выполненное сваркой. Применяют следующие виды сварных соединений: стыковые, тавровые, угловые, внахлестку, прорезные, торцовые, с накладками и пробочные (рис. 33).
Сварной шов – участок сварного соединения, образовавшийся в результате кристаллизации металла сварочной ванны. По расположению в пространстве сварные швы бывают: нижние, горизонтальные, вертикальные и потолочные.
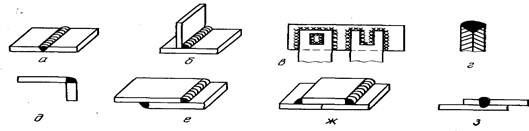
Рис. 33. Классификация сварных соединений:
а – стыковые; б – тавровые; в – угловые; г – нахлесточные; д – прорезные;
е – торцовые; ж – с накладками; з – пробочные.
3. Дуговой сваркой называют сварку плавлением, при которой нагрев осуществляется электрической дугой, представляющей собой длительный устойчивый электрический разряд между двумя электродами в ионизированной атмосфере газов и паров металла. Явление электрической дуги открыл В. В. Петров в 1802 г. Русский инженер Н. Н. Бенардос в 1882 г. первым в мире применил электрическую дугу для сварки металлов угольным электродом на постоянном токе. В 1888 г. русским инженером Н. Г. Славяновым был разработан способ дуговой сварки металлическим электродом.
Процесс зажигания дуги в большинстве случаев включает три этапа: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3...6 мм и возникновение устойчивого дугового разряда.
4. Сварочный пост для ручной дуговой сварки включает в себя:
1. Стол сварщика.
2.Источники питания сварочной дуги:
Сварочные трансформаторы – источники питания сварочной дуги переменного тока, понижающие напряжение сети с 220, 380, 500 В до 60...80 В, необходимое для возбуждения дуги.
Осцилляторы – аппараты, которые применяют для питания сварочной дуги током высокой частоты (150…450 кГц) и высокого напряжения (2...8 тыс. В). Ток высокой частоты и высокого напряжения позволяет возбуждать дугу без касания электродом изделия и поддерживать ее без усилий. Создаваемое осциллятором высокое напряжение не опасно для человека ввиду малой электрической мощности осциллятора, которая не превышает 150 Вт.
Сварочные преобразователи служат для преобразования переменного тока в постоянный.
Сварочные агрегаты состоят из генератора постоянного тока и двигателя внутреннего сгорания, валы которых соединены эластичной муфтой.
Сварочные выпрямители – агрегаты, которые с помощью полупроводниковых элементов преобразуют переменный ток в постоянный.
3. Электрододержатели – предназначены для зажима электрода и подвода к нему тока в процессе ручной дуговой сварки.
4. Сварочные щитки и шлемыприменяют для защиты глаз и кожи лица сварщика от лучей сварочной дуги и брызг расплавленного металла.
5. Сварочные проводаслужат для подвода тока от источника питания сварочной дуги к электрододержателю изделию.
Для зачистки сварочных швов и удаления шлака используют проволочные щетки, зубила и молотки. Инструментами сварщика являются также линейки, угольники, шаблоны и др.
5. Электроды для дуговой сварки можно разделить на две основные группы: плавящиеся и неплавящиеся. Неплавящиеся электродные стержни делают из вольфрама, электротехнического угля или синтетического графита. Угольные и графитовые стержни изготовляют диаметром от 4 до 18 мм, длиной 250 и 700 мм. Графитовые электроды имеют лучшую электропроводность и более стойки против окисления при высоких температурах, чем угольные.
Плавящиеся электроды бывают стальные, чугунные, алюминиевые, медные и др. Их изготовляют из сварочных проволок. Преимущественное применение имеют стальные электроды, стержни которых делают из электродной проволоки диаметром от 1,6 до 12 мм и длиной от 150 до 450 мм.
Металлические электроды подразделяют на голые и с покрытием. Голые электроды при ручной дуговой сварке не применяют. Покрытия электродов служат для повышения устойчивости горения дуги, защиты наплавленного металла от вредного действия кислорода и азота, для легирования металла сварного шва.
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 1088; Нарушение авторских прав?; Мы поможем в написании вашей работы!