КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция №4 Сварные соединения и швы
|
|
|
|
Классификация сварных соединений и швов
Сварные соединения и швы можно классифицировать по ряду характерных признаков:
— виду соединения;
— конфигурации и протяженности;
— виду сварки;
— положению, в котором выполняется сварка;
— способу удержания расплавленного металла шва;
— количеству наложения слоев;
— материалу, который применяется для сварки;
— расположению свариваемых деталей относительно друг друга;
— форме свариваемой конструкции;
— действующему на шов усилию;
— объему наплавленного металла;
— форме подготовленных кромок.
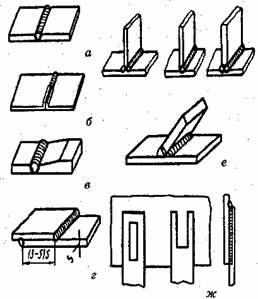
По виду соединения различают сварные швы стыковые, угловые, тавровые и нахлесточные (рис. 13).
| 
|
а — стыковые; б — стыковые с отбортовкой; в — стыковые листов разной толщины; г — нахлесточные; д — угловые; е — тавровые; ж — прорезные;
з — торцовые; и — с накладками; к — электрозаклепочные
1, 3 — свариваемые детали; 2 — накладки
Рисунок 13 - Основные виды сварных соединений
Стыковым соединением называется соединение двух элементов, примыкающих друг к другу торцовыми поверхностями. Угловое соединение — сварное соединение двух элементов, расположенных под углом друг к другу (не обязательно под углом в 90°) и сваренных в месте примыкания их краев. Тавровым называется соединение, в котором торец одного элемента примыкает под углом (также не обязательно в 90°) и приварен к боковой поверхности другого элемента. Нахлесточным называется соединение, при котором элементы расположены параллельно друг другу и частично друг друга перекрывают.
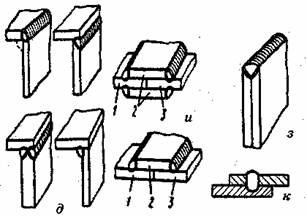
По расположению в пространстве различают сварные швы нижние, вертикальные, горизонтальные и потолочные (рис. 14). Выход шва из потолочного положения в вертикальное, при сварке цилиндрических изделий называют полупотолочным положением.
Швы сварных соединений разделяют также по конфигурации: различают швы прямолинейные, кольцевые, вертикальные и горизонтальные.
По протяженности швы подразделяются на сплошные и прерывистые. Сплошные швы, в свою очередь, делятся на короткие, средние и длинные. По характеру выполнения различают швы односторонние и многосторонние.
В зависимости от направления действия внешних усилий сварные швы подразделяют на фланговые, лобовые, комбинированные и косые (рис. 31). Во фланговом шве внешнее усилие действует параллельно оси шва, в лобовом — ось шва перпендикулярна действующему усилию; для комбинированного шва — это комбинация флангового и лобового, а в косом шве ось его располагается под углом к направлению действующего усилия.
а — по положению в пространстве; б — по протяженности; в — по отношению к направлению действующих усилий; г — по форме наружной поверхности
Рисунок 14 - Классификация сварных швов
Геометрические характеристики формы подготовки кромок под сварку
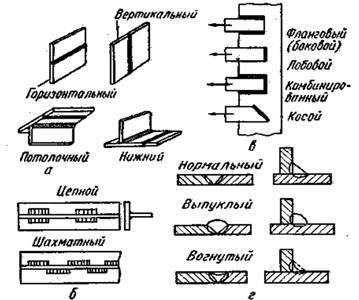
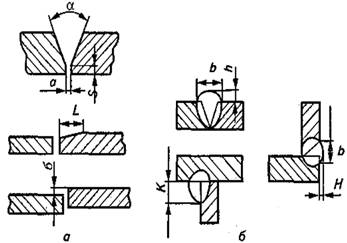
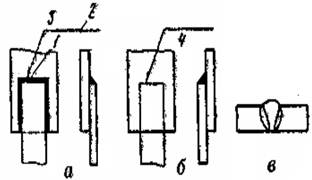
Форму подготовки кромок под сварку характеризуют следующими параметрами (рис. 15):
а — подготовки кромок под сварку, б — швы
Рисунок 15 - Элементы геометрической формы
— угол разделки кромок α;
— зазор между стыкуемыми кромками а;
— величина притупления кромок S;
— длина скоса листа (L) при соединении металлов разной толщины;
— смещение кромок относительно друга друга б.
Угол разделки кромок выполняется при толщине металла свыше 3 мм, так как в противном случае может возникнуть непровар по сечению сварного соединения, а также перегрев и пережог металла. Если разделка кромок отсутствует, для обеспечения нормального провара приходится увеличивать величину сварочного тока.
Разделка кромок дает возможность проводить сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает сварочные напряжения и деформации.
Величина зазора между стыкуемыми кромками зависит от толщины металлов, марки металлов» способа сварки и других факторов. Правильно выбранный зазор обеспечивает качественный провар по сечению сварного соединения.
Притупление кромок осуществляется для обеспечения устойчивого ведения процесса сварки, когда выполняется корневой шов. Если притупление отсутствует, это вызывает образование прижогов.
Смещение кромок ухудшает прочность сварного соединения, а также способствует возникновению непровара и концентраций напряжений.
Шов сварного соединения геометрически характеризуется следующими параметрами:
— шириной шва в;
— высотой шва h;
— величиной катета шва К (для тавровых, угловых и нахлесточных соединений).
Условные обозначения сварных швов
На чертежах сварные швы обозначаются независимо от способа сварки сплошной линией, если шов невидим (рис. 16). Поперечное сечение сварного шва изображается так, как показано на рисунке.
а, б — видимые и невидимый швы; в — поперечное сечение;
1 — односторонняя стрелка; 2 — полка; 3, и 4 — элементы видимого и невидимого швов
Рисунок 16 - Условное изображение сварных швов
Обозначение шва отмечают выноской, которая состоит из наклонной линии и выноски. Наклонная линия имеет на конце стрелочку, заканчивающуюся на месте шва.
Полочка служит для размещения условных знаков, характеризующих сварной шов (знаки располагают над полкой, если указана лицевая сторона шва, а под ней, если указана обратная сторона).
Характеристика шва состоит из следующих элементов:
— обозначение стандарта на типы и конструктивные элементы швов;
— буквенно-цифровое обозначение сварных швов, которое принято в данном стандарте;
— условное обозначение способа сварки, принятого в стандарте (может не указываться);
— для угловых, тавровых и нахлесточных соединений — знак профиля шва и размер его катета;
— размер длины провариваемого участка (для прерывистых швов), шага и знака, которые обозначают шахматный или цепной шов;
— вспомогательные знаки.
С помощью вспомогательных знаков обозначаются особые условия выполнения швов (например, выполнение шва со снятым усилением, выполнение сварки на монтаже и т. д.).
Элементы условного обозначения располагаются строго в указанной последовательности и отделяются друг от друга черточкой.
Литература:1 осн. [57-68], 2 осн. [21-35], 1-3 доп.
Контрольные вопросы
1. По какому ряду характерных признаков классифицируются сварные швы?
2. Какие виды сварных швов различают по виду соединения?
3. При какой толщине металла выполняется разделка?
4. Какими геометрическими параметрами характеризуется сварной шов?
5. Каким образом обозначаются сварные швы на чертежах?
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 5975; Нарушение авторских прав?; Мы поможем в написании вашей работы!