КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Предварительная обработка валов
|
|
|
|
Конструктивная характеристика валов
Обработка деталей класса валов
Полирование
Шлифование
Обработка плоских поверхностей абразивным инструментом
Шлифование плоских поверхностей осуществляется на плоскошлифовальных станках с крестовым и круглым столом, как обычного исполнения так и с ЧПУ.
Шлифование плоских поверхностей может быть осуществлено двумя способами: периферией круга и торцем круга.
Полирование поверхностей является методом отделочной обработки. В качестве абразивных инструментов применяют эластичные шлифовальные круги, шлифовальные шкурки.
Существуют следующие конструктивные разновидности валов: гладкие, ступенчатые, эксцентриковые, кулачковые, коленчатые и шлицевые. Валы могут иметь на отдельных участках конусные поверхности, шпоночные канавки, шлицы, резьбы, отверстия, шестерни, выполненные с валом как единое целое. Наиболее часто применяются валы диаметром 30...80 мм и длиной 150...1000 мм. Различают валы жесткие (L/d < 10) и нежесткие (L/d > 10), где L — длина вала; d — диаметр вала в средней части.
Жесткие валы можно обрабатывать на токарных станках в патронах и в центрах без люнетов. Нежесткие валы требуют применения подвижных или неподвижных люнетов.
Валы изготовляют из углеродистых и легированных конструкционных сталей (35, 40, 45, 40Г, 50Г, 40Х, 50Х и др.) и, как правило, подвергают термической обработке. Твердость термически обработанного вала задается с учетом условий его работы.
Для экономии металла путем уменьшения размеров детали при сохранении ее прочности взамен углеродистых сталей применяют низколегированные стали.
Для отдельных участков валов (посадочные шейки, шлицы) тракторов и автомобилей обычно применяют поверхностную термическую обработку — закалку ТВЧ.
Точность обработки отдельных участков валов и шероховатость поверхности зависят от назначения и условий работы вала. Шейки валов, предназначенные для посадки подшипников качения, обрабатывают по 6-му квалитету с шероховатостью Ra = 1,25...0,63 мкм. Для посадки зубчатых колес, звездочек, муфт обработка должна производиться по 8-11-му квалитетам с шероховатостью Ra = = 1,6...6,3 мкм. Несопрягаемые поверхности валов выполняют по 14 квалитету с шероховатостью Ra = 80...40 мкм.
Вид заготовки, используемой для изготовления вала, зависит от материала, конструкции и размеров детали. Наиболее часто для тонких и длинных ступенчатых валов применяют круглый прокат. Заготовки для коротких ступенчатых валов с большими перепадами диаметров изготовляют путем штамповки или ковки на горизонтально-ковочных машинах или другом кузнечном оборудовании (рис.12.1). Используется также ротационная ковка, прокатка на ковочных вальцах.
Для деталей сельскохозяйственных машин широкое распространение получили заготовки из калиброванной стали 9...11-ГО квалитетов точности. Их можно превратить в готовые детали без большого объема токарной обработки. Для валов, изготовляемых из высокопрочного чугуна (коленчатые, кулачковые и др.) заготовками служат отливки. Прутки в качестве заготовок валов, как правило, имеют кривизну, превышающую допускаемые пределы, поэтому их до обработки резанием подвергают правке в холодном или горячем виде на правильно-рихтовочных и правильно-калибровочных станах.
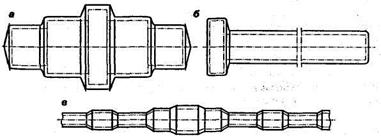
Рис.12.1 Заготовки, полученные различными методами
а — штамповкой в штампах, б — штамповкой на горизонтально-ковочной машине, в — поперечно-винтовой прокаткой.
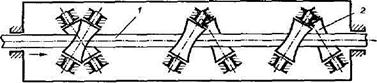
Ряс.12.2 Схема правильно-рихтовочного устройства станка
1 — пруток, 2 — ролик.
Схема правильно-рихтовочного стана показана на рис.12.2. Подачу прутка производит первая пара роликов, расположенных друг над другом. При движении пруток проходит через правильные ролики гиперболоидной формы, которые обкатывают заготовку и осуществляют ее рихтовку.
Материалы, поступающие в заготовительные цеха, разрезают ножовочными полотнами на ножовочных станках, ленточными пилами на ленточно-отрезных станках, резцами на токарных станках, полуавтоматах и автоматах, дисковыми фрезами на фрезерных и фрезерно-отрезных станках, ручными и машинными ножницами, дисками и ленточными полотнами на фрикционно-отрезных станках. Разрезка материалов на абразивно-обрезных станках и устройствах является наиболее экономичной из всех существующих способов. Неметаллические материалы разрезают алмазными кругами.
Разрезка материалов ножницами является производительным и экономичным процессом. Широко применяют ножницы: ручные, с ручным приводом, кривошипные и гильотинные.
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 2872; Нарушение авторских прав?; Мы поможем в написании вашей работы!