КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработка прямозубых конических колёс дисковыми фрезами
|
|
|
|
(метод обкатки)
Данный способ основан на том, что обработку производят двумя дисковыми фрезами 1 (рис. а), которые образуют зуб плоского производящего колеса. Фрезы имеют резцы 2. Во время обработки фрезы I и II получают главное вращательное движение. Люлька с вращающимися фрезами и заготовка получают согласованное вращение – движение обкатки. После обработки одной впадины заготовку отводят от фрез, люлька получает ускоренное движение в обратном направлении, а заготовка получает делительный поворот для ввода фрез в следующую впадину нарезаемого колеса. При обработке обе фрезы получают вращение с одинаковой частотой, причём при вращении фрез резцы одной из них свободно проходят в промежутке между резцами другой фрезы (рис. б).
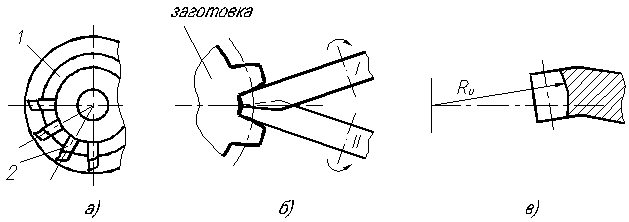
Нарезание рассмотренным способом осуществляется без подачи фрез вдоль зуба, поэтому дно нарезаемой впадины получает вогнутую поверхность с радиусом Rи (рис. в). Следует отметить, что рабочий профиль зубьев остаётся таким же, как при строгании, поэтому фрезерованные зубчатые колёса, взаимозаменяемы и могут сцепляться с зубчатыми колёсами, нарезанными на зубострогательных станках. Прочность и качество зацепления не ухудшаются.
Зубострогальный станок модели 526 (рис. 37)
Назначение – нарезает прямозубые конические колёса с диаметром до 600 мм, модулем до 8 мм и длинной образующей делительного конуса до 305 мм.
Станок работает методом обкатки. Обработку производят двумя резцами которые образуют исходный контур впадины производящего колеса. Станок работает с периодическим делением. Цикл обработки одного зуба включает в себя рабочий и холостой ход. При рабочем ходе заготовка и обкатная люлька вращаются согласованно в одну сторону, а стол с заготовкой подводят в рабочее положение. После окончания обкатки профиля зуба стол с заготовкой быстро отводят назад, а люлька на ускоренном ходу начинает вращаться в обратном направлении, причём заготовка продолжает вращаться в ту же сторону что и при рабочем ходе. К концу обратного (холостого) хода заготовка успевает повернуться на 1 зуб. Далее повторяется цикл обработки следующего зуба. Цикл обработки повторяют до тех пор, пока не произойдёт нарезание всех зубьев на заготовке.
1. Главное движение (возвратно-поступательное движение резцов) осуществляется от эл. двигателя Д


 , где V – скорость резания; l – длина хода резцов, мм.
, где V – скорость резания; l – длина хода резцов, мм.
2. Движение деления обеспечивает делительный поворот заготовки за цикл работы станка. В цепи деления 


3. Движение обкатки согласует вращение заготовки и люльки (плоского колеса).
В цепи обкатке 


4. Движение подачи За меру круговых подач принято время обработки одного зуба t1 (в сек). Оно соответствует 1 обороту барабанного кулачка К1 и приводиться в справочниках по режимам резания. За t1 сек. электродвигатель сделает  оборотов, поэтому:
оборотов, поэтому:


Кулачки К1 и К2 управляют реверсированием цепи обкатки, механизмом Р и включением делительного механизма муфтой М, а барабанный кулачок К3 перед началом цикла обработки зуба подводит заготовку к резцам для чернового прохода на неполную высоту зуба, перед обкаткой в обратном направлении завершает подвод заготовки для чистового прохода, а в конце цикла отводит заготовку для выполнения движения деления.
В цепи угла поворота люльки ½ об. кулачка  , где θ – угол поворота люльки, за который выполняется обработка одного зуба. Он определяется практически на станке или по номограммам.
, где θ – угол поворота люльки, за который выполняется обработка одного зуба. Он определяется практически на станке или по номограммам.


|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 306; Нарушение авторских прав?; Мы поможем в написании вашей работы!