КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Анализ перемещений инструмента и заготовки при нарезании конических зубчатых колёс с круговыми зубьями
|
|
|
|
При обработке конических колёс с круговыми зубьями воспроизводится движение обкатывания заготовки по воображаемому плосковершинному производящему колесу 4 (рис. а) с круговыми зубьями.
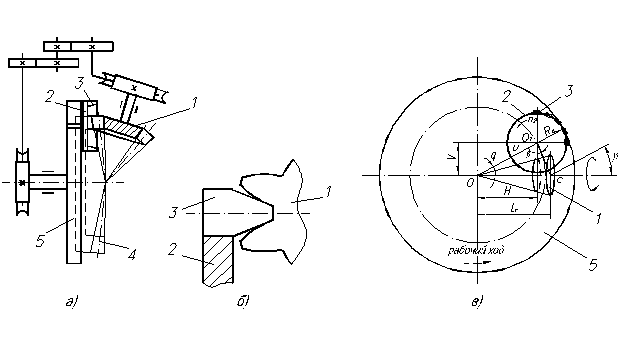 Инструментом служат зуборезные головки 2, снабженные резцами 3, расположенными по окружности на торце головки. Резцы 3 (рис. б) образуют зуб производящего колеса.
Инструментом служат зуборезные головки 2, снабженные резцами 3, расположенными по окружности на торце головки. Резцы 3 (рис. б) образуют зуб производящего колеса.
Резцовую головку 2 закрепляют на шпинделе, установленном в люльке 5. Во время обработки резцовая головка 2 получает главное вращательное движение вокруг своей оси О1 и медленное вращение вместе с люлькой 5 вокруг оси О (рис. в) заготовка – вращение, согласованное с вращением люльки 5 (производящего колеса 4) – движение обкатки. Согласованное вращение обеспечивается цепью обкатки с гитарой настройки 6.
После совершения рабочего хода (обработка впадины колеса) заготовка отводится от резцовой головки, и люлька получает быстрое вращение в обратном направлении. Во время холостого хода совершается делительный поворот заготовки. Далее заготовку подводят к резцовой головке, и цикл обработки новой впадины повторяется.
В процессе обкатки происходит формирование зуба нарезаемого колеса 1 (рис. б). Линия зуба на плосковершинном производящем колесе получается в результате пересечения конической производящей поверхности, описываемой вращающимися режущими кромками резцов, с начальной плоскостью производящего колеса 4.
При обработке колес с круговыми зубьями необходимо осуществить следующие формообразующие движения:
- Главное движении (вращение резцовой головки вокруг точки О1);
- Движение обкатки – согласованное движение люльки (производящего колеса) и заготовки;
- Движение деления – поворот заготовки на обработку следующего зуба.
Чистовая обработка зубьев шестерен
Нарезанные на станке зубья колес в большинстве случаев подвергают дальнейшей чистовой обработке, так как качество рабочей поверхностей зубьев или ошибки зацепления, получающиеся после зубонарезания, не всегда отвечают требованиям, предъявляемым зубчатым передачам. Для чистовой обработки зубьев применяют способы обкатки, шевингования, хонингования, притирки и шлифования. Обкатка и шевингование применимы только для обработки зубьев сырых шестерен, а зубохонингование, зубопритирка, зубошлифование, при которых резание выполняется абразивными зернами, пригодны для обработки и закаленных зубьев.
Обкатка – процесс уменьшения шероховатости поверхности зубьев путем уплотнения без снятия стружки. При обработке шестерня вводится в зацепление с одной или тремя эталонными шестернями с закаленным зубом. Одна из них является ведущей и через обкатываемую шестерню ведет и остальные. Вращение периодически автоматически реверсируется, а давление между зубьями создается гидравлически или грузом. Время на обкатку одного зуба затрачивается порядка 0,1…1 сек. Недостатки – неоднородное уплотнение боковой поверхности зубьев по высоте профиля и трудность улавливания момента окончания обкатки, после которого профиль начинает искажаться.
Шевингование основано на снятии (соскабливании) с боковых поверхностей зубьев стружки толщиной 0,005…0,1 мм режущими кромками шевера при его скольжении относительно профилей зубьев обрабатываемого колеса.
Шевер – это закаленное точное зубчатое колесо, у которого для образования режущих кромок поперек зубьев прорезаны канавки.
 Чтобы создать скольжение профилей для снятия (соскабливания) мельчайшей стружки, ось шевера скрещивается с осью заготовки под углом 5…15˚. У шевера угол винтовой линии на столько же градусов отличается от угла винтовой линии заготовки.
Чтобы создать скольжение профилей для снятия (соскабливания) мельчайшей стружки, ось шевера скрещивается с осью заготовки под углом 5…15˚. У шевера угол винтовой линии на столько же градусов отличается от угла винтовой линии заготовки.
При зубохонинговании стальной шевер заменяется точной шестерней, прессованной из пластмассы, пропитанной порошком карбида кремния, зернистости 40…80. Окружная скорость при хонинговании больше, чем, при шевинговании в 1,5…2 раза. Обработка всего колеса производится за 1 – 2 двойных хода стола, на что затрачивается 25…30 сек. Зубохонингование выполняется обычно после шевингования и термообработке. Припуск снимается до 0,01 мм. Высота микронеровностей при этом доводится до 0,25 мкм, снимаются мелкие забоины и заусенцы, что дает снижении шума в передаче на 3…4 децибела (Дб). Ошибки шага и профиль зуба зубохонингование не исправляет. Одним ходом, при нескольких его перешлифовках по вершинам зубьев можно обрабатывать 2…4 тыс. колес.
На зубопритирочных станках шестерня крепится на оправке в центрах, а точной чугунной шестерне – притиру сообщается вращение и возврат на поступательное движение Ппр вдоль оси притираемой шестерни.
Притирку производят со смесью масла с мелкозернистым абразивом, в распор или методом торможения. В первом случае притираются одновременно оба профиля зуба, а оси притира и шестерни постепенно сближаются. Во втором случае притирают сначала одну сторону профиля зуба, потом после реверсирования двигателя упором, другую. Вращение шестерни гидравлически тормозится тормозом для создания давления в месте контакта.
Оси шестерни и притира могут быть параллельными или скрещивающимися. Соответственно изменяются и полюсы контакта притира и заготовки.
Зубошлифование дает наибольшую точность обрабатываемого колеса, как по шагу, так и по профилю зуба и наилучшую чистоту поверхности зуба, по сравнению с другими способами чистовой обработки, но малопроизводительно и требует дорогих станков. Высокая точность зубошлифования обеспечивается независимостью формообразующей цепи обкатки от заготовки, но это и усложняет станок.
Образующая линия зуба получается либо методом копирования профиля фасонного дискового шлифовального круга, либо методом обкатки по производящей зубчатой рейке.
Анализ кинематики затыловочных станков
Затылование – это специальный вид обработки задних поверхностей режущих инструментов. Чаще всего затылуют зубья фрез: дисковых, цилиндрических с прямолинейными и спиральными стружечными канавками, резьбовых и червячных, а также зубья метчиков.
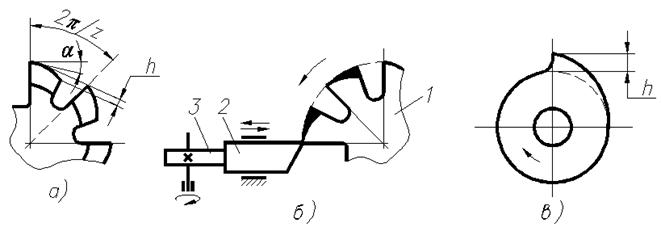
Фрезы с затылованными зубьями (рис. а) перетачивают только по передним поверхностям зубьев, причем плоскость заточки проходит через ось фрезы, благодаря чему их профиль сохраняется неизменным. Поэтому фрезы, применяемые для обработки фасонных поверхностей, обязательно подвергают затылованию. Затылование зубьев обычно производят по архимедовой спирали.
Во время обработки заготовка 1 (рис. б) равномерно вращается, а резец 2 совершает поступательно-возвратное перемещение – движение затылование. Перемещение резца осуществляется от равномерно вращающегося кулачка 3 (рис. б,в), профиль которого выбирают в зависимости от спада h затылка зуба фрезы. Приближенно  , где D – диаметр фрезы; z – число зубьев фрезы; α – задний угол. Во время затылования за один оборот заготовки фрезы резец должен подойти к ней столько раз, сколько зубьев у фрезы. При затыловании дисковых фрез, когда периметр зуба невелик, применяют один фасонный резец. Во время обработки заготовка фрезы получает равномерное вращение, а резец – движение затылования и подачу на глубину резания.
, где D – диаметр фрезы; z – число зубьев фрезы; α – задний угол. Во время затылования за один оборот заготовки фрезы резец должен подойти к ней столько раз, сколько зубьев у фрезы. При затыловании дисковых фрез, когда периметр зуба невелик, применяют один фасонный резец. Во время обработки заготовка фрезы получает равномерное вращение, а резец – движение затылования и подачу на глубину резания.
Таким образом, при затыловании необходимо осуществить следующие формообразующие движения:
1. главное движение (вращение шпинделя или заготовки)

2. движение подачи (связывает вращение шпинделя с перемещением суппорта)
 прод. подачи
прод. подачи
3.движение деления (связывает вращение шпинделя с вращением кулачка затылования)

|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 752; Нарушение авторских прав?; Мы поможем в написании вашей работы!