КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварка в среде защитных газов. Сущность способа, преимущества, недостатки, область применения
|
|
|
|
Сварка в защитном газе является одним из способов дуговой сварки. При этом в зону дуги подается защитный газ, струя которого, обтекая электрическую дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования.
Известны следующие разновидности сварки в защитном газе: в инертных одноатомных газах (аргон, гелий), в нейтральных двухатомных газах (азот, водород), в углекислом газе. В практике наиболее широкое применение получили аргонодуговая сварка и сварка в углекислом газе. Инертный газ гелий применяется очень редко ввиду его большой стоимости.
Углекислый газ применяется при сварке низкоуглеродистых и некоторых конструкционных и специальных сталей. Углекислый газ не имеет цвета и запаха; получают его из газообразных продуктов сгорания антрацита или кокса, при обжиге известняка. Сварочная углекислота выпускается двух сортов: высшего — чистотой 99,8% и первого — чистотой 99,5%. Для уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих примесей (марганца, кремния). При этом получается беспористый шов с хорошими механическими свойствами.
Сварка в защитном газе может осуществляться плавящимся или неплавящимся электродом; вручную, автоматически и полуавтоматически.
Неплавящиеся электроды служат только для возбуждения и поддержания горения дуги. Для заполнения разделки кромок в зону дуги вводят присадочный металл в виде прутков или проволоки. Применяются неплавящиеся электроды: вольфрамовые, угольные и графитовые. Плавящиеся электроды применяют в виде сварочной проволоки, изготовленной по определенному ГОСТу или из металла, по химическому составу сходного со свариваемым металлом.
Ручная сварка применяется при соединении кромок изделий толщиной до 25-30 мм и при выполнении коротких и криволинейных швов. Полуавтоматическая и автоматическая сварка применяется при массовом производстве сварных конструкций с прямолинейными швами.
Преимущества сварки в защитном газе:
1) сварка возможна в любых положениях;
2) хорошая защита зоны сварки от воздействия кислорода и азота воздуха;
3) хорошие механические качества сварного шва;
4) высокая производительность, достигающая при ручной сварке 50-60 м/ч, а при автоматической — 200 м/ч;
5) отсутствие необходимости применения флюсов и последующей очистки шва от шлаков;
6) возможность наблюдения за процессом формирования сварного шва;
7) малая зона термического влияния;
8) возможность полной автоматизации сварки.
*
Аргонодуговая сварка: аргон не вступает во взаимодействие с расплавленным металлом сварочной ванны и предохраняет его от воздействия кислорода и азота воздуха; аргон применяется при сварке ответственных сварных швов и при сварке высоколегированных сталей, титана, алюминия, магния и их сплавов.
Аргонодуговая сварка неплавящимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током (а — неплавящимся электродом, б — плавящейся электродной проволокой) состоит из сварочного генератора постоянного тока (или сварочного выпрямителя) 1, балластного реостата 2, газоэлектрической горелки 3, баллона с газом, редуктора и контрольных приборов (амперметра, вольтметра и расходомера газа).
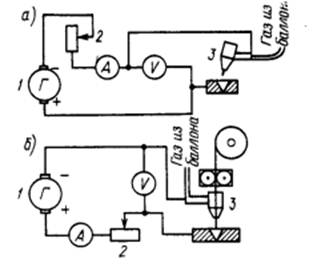
При аргонодуговой сварке постоянным током неплавящимся электродом используют прямую полярность. Дуга горит устойчиво, обеспечивая хорошее формирование шва. При автоматической и полуавтоматической сварке плавящимся электродом применяется постоянный ток обратной полярности, при котором обеспечивается высокая производительность.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2874; Нарушение авторских прав?; Мы поможем в написании вашей работы!