КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электрошлаковая сварка. Сущность способа, преимущества, недостатки, область применения
|
|
|
|
Электрошлаковая сварка является самым высокопроизводительным способом автоматической сварки металла значительной толщины.
При электрошлаковой сварки энергия, необходимая для нагрева и плавления металла, образуется за счет теплоты, выделяемой при плавлении шлака.
Схема электрошлаковой сварки:
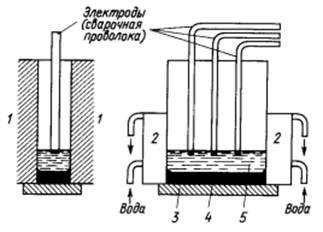
Перед началом сварки между кромками засыпается печной флюс и возбуждается электродуга (между плавящимся электродом и изделием). Флюс расплавляется дугой с образованием шлаковой ванны определенных размеров. В шлаковой ванне дуга гаснет. Ток, подводимый к электроду, проходит через шлаковую ванну и нагревает ее до температуры выше температуры плавления (около 2000 градусов). Шлак расплавляет электрод и кромки основания металла. Расплавленный металла стекает вниз, образуя сварочную ванну под шлаковой ванной. Формирование шва происходит за счет перемещающихся водоохлаждаемых медных ползунов. В конце шва некачественный металла отрезается и удаляется.
Применяя электрошлаковую сварку несколькими электродными проволоками или электродами в виде ленты, можно сваривать кромки изделия практически любой толщины.
Важным преимуществом электрошлаковой сварки является возможность сварки швов сложной конфигурации, при этом электродная проволока подается через плавящийся мундшук, форма которого соответствует форме свариваемого шва. Мундштук плавится вместе с электродной проволокой, заполняя свариваемый шов металлом.
Качество металла шва получается значительно выше, чем при автоматической сварке под флюсом. Это объясняется постоянным наличием над металлом шва жидкой фазы металла и нагретого шлака, что способствует более полному удалению газов и неметаллических включений. Резко снижается влияние на качество шва влажности флюса, ржавчины и различных загрязнений свариваемых кромок изделия. Трудоемкость операций по подготовке изделия под сварку снижается за счет исключения работ по разделке и подготовке кромок к сварке. Кромки обрезают кислородной резкой под прямым углом к поверхности свариваемых листов. Удельный расход электроэнергии, флюса и электродной проволоки сокращается, так как процесс протекает в замкнутой системе при небольшом количестве флюса и полном использовании электродного металла. Увеличенный вылет электродной проволоки и значительные плотности тока обеспечивают высокую производительность наплавки, достигающую 27 кг/ч, в то время как при автоматической сварке под флюсом она составляет 12 кг/ч, а при ручной — только 2 кг/ч. Расход электроэнергии на 1 кг наплавленного металла уменьшается вдвое, а расход флюса — в 20-30 раз по сравнению с автоматической сваркой под флюсом.
|
|
|
Производительность электрошлаковой сварки превышает производительность автоматической сварки под флюсом в 7-10 раз, а при большой толщине свариваемых кромок она в 15-20 раз выше производительности многослойной автоматической сварки. Постепенный подогрев свариваемых кромок и замедленный нагрев околошовной зоны уменьшают возможность образования в ней закалочных структур. Поэтому при электрошлаковой сварке самозакаливающихся сталей образование закалочных трещин менее вероятно. Освоение электрошлаковой сварки позволило заменить громоздкие и тяжелые цельнолитые и цельнокованые станины и корпуса более легкими и компактными сварно-литыми и сварно-коваными.
Электрошлаковой сваркой можно выполнять не только стыковые, но и тавровые, угловые и кольцевые соединения.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 797; Нарушение авторских прав?; Мы поможем в написании вашей работы!