КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоподналадчики
|
|
|
|
Они находят широкое применение на таких видах механической обработки, как бесцентровое и плоское шлифование, зубофрезерование. Устройства, контролирующие деталь непосредственно после обработки, принято называть подналадчиками.
Контрольные устройства, применяемые в подналадчиках, обычно настраиваются по суженным границам поля допуска на обрабатываемые детали. Для этого устанавливаются верхняя и нижняя контрольные границы, которые смещены внутрь относительно верхней и нижней границ заданного поля допуска детали. Благодаря этому получение деталей, которые имеют размеры, соответствующие одной из контрольных границ, не вызывает появления брака, так как в течение времени, необходимого для подналадки, со станка будут сходить детали с размерами, превышающими поле контрольных границ. Верхняя и нижняя контрольные границы смещаются внутрь поля допуска в среднем на 0,1-0,2 величины допуска на размер детали.
|
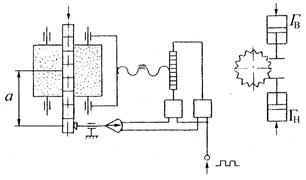
| Рис. 5.22. Схема обработки на бесцентрово-шлифовальном станке с трехпозиционным регулятором |
В случае, если размеры подходят к некоторому установленному пределу, подналадчики подают команду исполнительным органам станка изменить положение режущего инструмента, корректируя тем самым размеры последующих деталей. Рассмотрим характерные свойства автоподналадчиков на примере наиболее часто встречающегося дискретного режима двух- и трехпозиционного регулирования (рис. 5.22). Если размеры обработанных деталей вследствие износа шлифовального круга приближаются к верхней контрольной границе, то датчик подает сигнал на подналадку исполнительного механизма станка по направлению к обрабатываемой детали. Подналадка осуществляется с помощью гидроцилиндра Г в, который поворачивает храповое колесо исполнительного механизма на один зуб.
При приближении размеров обработанных деталей к нижней контрольной границе датчик подает команду на подналадку в противоположном направлении, при этом
срабатывает гидроцилиндр Г н. Это в случае работы трехпозиционного регулятора.
При непрерывно увеличивающихся диаметрах обработанных деталей вследствие износа шлифовального круга (постоянная положительная тенденция) нижний предел регулирования не достигается. В этом случае применяют двухпозиционный регулятор (датчик с одним контактом). Благодаря этому значительно упрощается исполнительный механизм, так как он должен работать только в одном направлении.
Чтобы после произведенной подналадки детали, находящиеся еще между зонами шлифования и измерения и имеющие завышенные размеры, (расстояние a на рис. 5.22.) не вызывали дальнейших срабатываний датчика и перемещений исполнительного органа станка, выходной сигнал датчика поступает на станок через реле времени или счетчик количества деталей.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1992; Нарушение авторских прав?; Мы поможем в написании вашей работы!