КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Диаграмма регулирования размера
|
|
|
|
Рассмотрим схему регулирования размера на станке с подналадчиком (рис. 5.23).
При выходе размера контролируемой детали в зону С подналадки датчик выдает сигнал, который через усилитель поступает в исполнительный механизм, смещающий бабку ведущего круга на заданную величину подналадочного импульса Z. Средний размер детали уменьшается на величину подналадочного импульса Z. Начинается новый цикл подналадки. В случае выхода размера детали за пределы поля допуска срабатывает второй контакт датчика: бракованная деталь направляется в приемник брака, и станок останавливается.
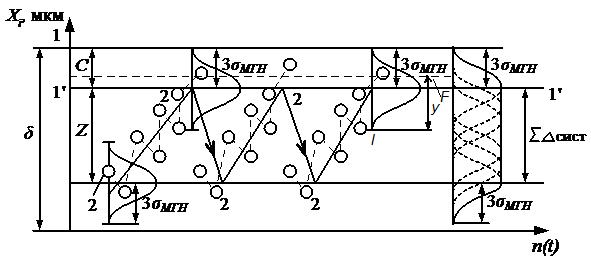
Рис. 5.23. Схема регулирования размера на станке с подналадчиком;
1-1 - верхний предел поля допуска; 1'-1' - верхняя контрольная подналадочная граница; 2-2 - кривая усредненных погрешностей точечной диаграммы;
Z - заданная величина подналадочного импульса, представляющая собой
изменение функциональной усредненной погрешности процесса за период между двумя подналадками
Суммарная погрешность подналадочной системы определяется полем рассеивания размеров деталей, обработанных на станке с подналадчиком. Функциональная усредненная погрешность размеров приближенно выражается прямыми 2 - 2, случайные погрешности размеров - величиной в 6σмгн. Суммарная кривая является композицией кривых Гаусса и равной вероятности. Величину подналадочного импульса Z можно считать некомпенсируемой функциональной погрешностью, то есть систематической составляющей погрешности под наладки.
Кроме того, погрешность подналадки включает также величину, зависящую от рассеивания точек (моментов) подачи команды на подналадку и определяемую интервалом между точкой е, где возникает вероятность появления подналадочного импульса, и точкой F, где эта вероятность равна 1. Величина у зависит от отношения σ /а, где а - величина изменения усредненной функциональной погрешности на одну деталь. При небольших значениях а у = 
Суммарная погрешность подналадочной системы, то есть рассеивание размеров при большом числе подналадок и небольших значениях а, V = Z + 6 σмгн + у + Δlim,
где Δlim - погрешность измерительного устройства.
При подналадке по одной детали оптимальной величиной подналадочного импульса считают Z onm = 0,25 + l,3amax.
При небольшом числе подналадок и больших значениях а суммарная погрешность системы
 .
.
Суммарная расчетная погрешность подналадочной системы сравнивается с величиной допуска. Условием стабильной работы системы является выполнение неравенства δ > V.
5.6.2. Классификация подналадочных систем
С точки зрения точности и принципа действия подналадочные системы можно классифицировать следующим образом.
1. Подналадка по одной детали.
В этом случае измерение детали с заданным допуском и осуществление подналадки станка при превышении контрольных границ может производиться:
а) независимо от величины превышения путем подачи одного подналадочного импульса;
б) пропорционально превышению путем подачи нескольких подналадочных импульсов.
2. Подналадка по медиане.
Здесь осуществляется непрерывное измерение или измерение выборочных проб и дифференцированный счет деталей, превышающих или не достигающих одной или обеих контрольных границ. Подналадка производится в случае, если количество таких деталей превышает допустимое значение и осуществляется с постоянной или пропорциональной величиной подналадочного импульса.
3. Подналадка по среднему значению выборки.
Производится определение среднего значения выборок, состоящих из последовательно сходящих со станка деталей или выборок, взятых через определенные промежутки времени; подналадка станка осуществляется с постоянной или пропорциональной величиной подналадочного импульса.
4. Подналадка по среднему динамическому значению.
Здесь производится непрерывное измерение и определение среднего значения с помощью инерционного звена. Подналадка станка производится с постоянной или пропорциональной величиной подналадочного импульса в заданные промежутки времени.
5. Программированная подналадка станка.
Здесь в зависимости от предварительно установленного количества деталей (обычно от 1 до 10) срабатывает счетчик и осуществляется подналадка станка, благодаря чему в значительной мере компенсируются погрешности изготовления деталей на нагретом станке. Регулирующему контуру остается в этом случае только отследить разность между фактическим и программируемым изменением размеров
|
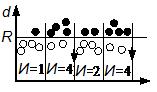
| Рис. 5.24. Регулирование выборочных проб по медиане |
Подналадка по медиане реализуется чаще всего, так как позволяет компенсировать случайные погрешности с небольшими затратами. Подналадку можно осуществить в нескольких вариантах с постоянными и со скользящими выборочными пробелами.
Рассмотрим простейший вариант с одной контрольной границей и подналадкой в одном направлении (рис. 5.24). Детали И c размером d, превышающие контрольную границу R, в пределах каждой выборочной пробы с количеством деталей n автоматически подсчитываются, и подналадка осуществляется, если количество деталей И превышает предварительно установленное предельное значение q: И > q > n/ 2 + 1.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 582; Нарушение авторских прав?; Мы поможем в написании вашей работы!