КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработки и измерения
|
|
|
|
Различие оценки погрешностей обработки и измерения обусловливается различием цепей, которые ставятся при получении размеров и их измерении.
Цель при обработке деталей состоит в том, чтобы размеры обработанных деталей не выходили за пределы допуска на обработку, то есть, чтобы абсолютная величиина предельной погрешности обработки партии деталей лежала в пределах допуска на обработку.
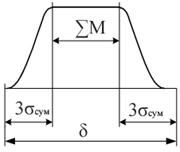
Тогда предельную погрешность обработки 8 партии деталей следует оценивать по формуле
где δ — предельная погрешность обработки; ∑M — алгебраическая сумма систематических погрешностей; σсум -суммарное среднее квадратическое отклонение случайных погрешностей обработки; 
Достоверность значений погрешностей, определяемых по этой формуле, тем больше, чем больше партия обрабатываемых деталей и чем меньше интенсивность изменения во времени функциональных погрешностей
обработки.
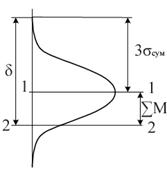
При измерении деталей ставится целью получение действительных размеров контролируемых деталей, то есть, чтобы действительные размеры искажались как можно меньше с учетом знака отклонения от действительного размера. С учетом этого величина предельной погрешности измерения выражается в виде δ = ∑ М +3σсум.
Графические изображения предельных погрешностей обработки и измерения представлены на рис. 7.2 и 7.3. Принципиальная разница между погрешностями обработки и измерения заключается в том, что погрешности обработки - существенно положительные величины и оцениваются амплитудно, в то время как погрешности измерения должны учитываться с учетом знака.
Другими важными критериями оценки погрешностей обработки и измерения являются погрешности срабатывания и настройки.
Погрешность срабатывания характеризуется рассеиванием положений измерительного стержня датчика при многократных срабатываниях. Она определяет величину поля рассеивания собственно случайных погрешностей измерения. Погрешность срабатывания - следствие зазоров в кинематической цепи датчика и изменения характеристики сил трения этой цепи, а также следствие случайного изменения параметров электрической цепи, в которую включен датчик, случайных температурных погрешностей, некомпенсируемых технологических погрешностей и др.
Средняя квадратическая погрешность срабатывания определяется по формулам
 ;
;
где Xi - отклонение отдельных результатов измерения от условного нуля; n i - частота отклонений величины Xi; N - общее число срабатываний.
Предельная погрешность срабатывания равна Δlim = 3σ i
| 
|
| Рис. 7.2. Графическое изображение предельной погрешности обработки | Рис. 7.3. Графическое изображение предельной погрешности измерения: 1—1 - линия центра группирования случайных погрешностей; 2—2 -действительное значение измеряемой величины |
Погрешность настройки характеризуется смещением центра группирования собственно случайных погрешностей датчика (погрешность срабатывания) по отношению к настроечному размеру, то есть величиной параметра  (рис. 7.4). Эта погрешность возникает из-за некоторого запаздывания реакции оператора на сигнал срабатывания, вследствие чего винт настройки контактов оказывается повернутым на несколько больший угол по сравнению с тем положением, при котором возникает сигнал срабатывания. Погрешность настройки зависит от передаточного отношения узлов настройки контактов, а также от опытности настраивающего оператора.
(рис. 7.4). Эта погрешность возникает из-за некоторого запаздывания реакции оператора на сигнал срабатывания, вследствие чего винт настройки контактов оказывается повернутым на несколько больший угол по сравнению с тем положением, при котором возникает сигнал срабатывания. Погрешность настройки зависит от передаточного отношения узлов настройки контактов, а также от опытности настраивающего оператора.
Наиболее существенное влияние на параметр оказывает погрешность срабатывания. Те факторы, которые определяют погрешность срабатывания датчика, действуют и при настройке, поскольку датчик настраивается при случайном положении подвижного контакта и при настройке действуют те же случайные изменения параметров электрической цепи, что и при работе датчика. Поэтому предельная величина случайной составляющей погрешности настройки может составлять 
По одному значению нельзя составить представления о той величине погрешности настройки, которая зависит от конструкции датчика и индивидуальных качеств оператора. Для определения этой составляющей необходимо многократно определять значение параметра , каждый раз, снова настраивая датчик, то есть несколько раз повторять серию из N срабатываний.
Систематическая погрешность настройки, зависящая от конструкции датчика и опытности оператора, равна

где n - число повторений серии, состоящей из N срабатываний.
Не исключена возможность так называемой идеальной настройки датчика, то есть настройки практически без смещения центра группирования погрешностей срабатывания по отношению к настроечному размеру. Сущность идеальной настройки заключается в том, что при многократном арретировании измерительного стержня добиваются такого положения, при котором в 50% случаев контакт замыкается, а в 50 % - не замыкается. Однако идеальная настройка - весьма трудоемкая операция. При такой настройке характеристикой центра группирования случайных погрешностей является медиана.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 284; Нарушение авторских прав?; Мы поможем в написании вашей работы!