КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Принципы процесса, характеристики дуги
|
|
|
|
ЛЕКЦИЯ 4 РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток. Дуга расплавляет металлический стержень электрода, его покрытие и основной металл как показано на (Рис. 1). Расплавляющийся металлический стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность.
Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Она зависит от режима сварки (силы сварочного тока и диаметра электрода), пространственного положения сварки, скорости перемещения дуги по поверхности изделия (торцу электрода и дуге сообщают поступательное движение вдоль направления сварки и поперечные колебания), от конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т. п. Размеры сварочной ванны зависят от режима сварки и обычно находятся в пределах: глубина до 7 мм, ширина 8—15 мм, длина 10—30 мм. Доля участия основного металла в формировании металла шва обычно составляет 15—35%.
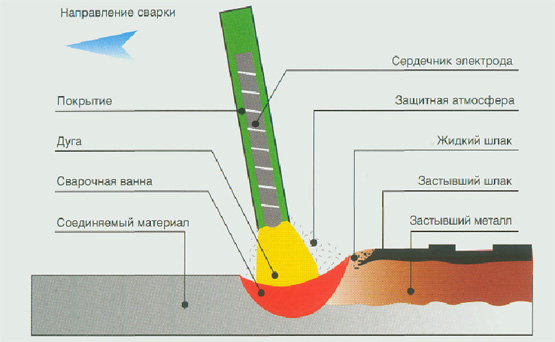
Рис.1 Схема ручной электродуговой сварки
Расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной ванны называется длиной дуги. Расплавляющееся покрытие электрода образует вокруг дуги и над поверхностью сварочной ванны газовую атмосферу, которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям его с расплавленным металлом. В газовой атмосфере присутствуют также пары основного и электродного металлов и легирующих элементов. Шлак, покрывая капли электродного металла и поверхность расплавленного металла сварочной ванны, способствует предохранению их от контакта с воздухом и участвует в металлургических взаимодействиях с расплавленным металлом.
Кристаллизация металла сварочной ванны по мере удаления дуги приводит к образованию шва, соединяющего свариваемые детали. При случайных обрывах дуги или при смене электродов кристаллизация металла сварочной ванны приводит к образованию сварочного кратера (углублению в шве, по форме напоминающему наружную поверхность сварочной ванны). Затвердевающий шлак образует на поверхности шва шлаковую корку.
Длина дуги зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т. п. Нормальная длина дуги считается в пределах Lд = (0,5 — 1,1) dэл (dэл — диаметр электрода). Увеличение длины дуги снижает качество наплавленного металла шва ввиду его интенсивного окисления и азотирования, увеличивает потери металла на угар и разбрызгивание, уменьшает глубину проплавления основного металла. Также ухудшается внешний вид шва.
Для возбуждения дугового разряда при сварке для получения начальной ионизации обычно сводят два электрода до соприкосновения (электрод и деталь), а затем быстро их разводят. При достаточно большом токе при соприкосновении электродов в промежутке между концами электродов выделяется большое количество тепла. Ток между электродами проходит через мелкие неровности на торцах и разогревает их до расплавления. При быстром разведении электродов расплавленные мостики растягиваются и сужаются, вследствие чего плотность тока доходит в них в момент разрыва до такой величины, что обращает их в пар. При высокой температуре паров металла ионизация промежутка получается настолько значительной, что при сравнительно небольшой разности потенциалов между концами электродов возникает дуговой разряд. Разряд поддерживается далее как устойчивая стационарная дуга в том случае, если сохраняются факторы, поддерживающие ионизацию дугового промежутка.
В момент зажигания дуги промежуток еще недостаточно нагрет и для его ионизации необходима увеличенная кинетическая энергия, которая может быть получена усилением электрического поля, т. е. некоторым повышением напряжения между электродами сравнительно с тем напряжением, которое требуется для поддержания дуги в установившемся состоянии.
Периоду поджига сварочной дуги и выхода её на режим стабильного горения соответствует Участок I на статической ВАХ сварочной дуги - участок опережающего роста электропроводности плазмообразующего газа в столбе сварочной дуги.
|
|
|
Дата добавления: 2014-01-07; Просмотров: 336; Нарушение авторских прав?; Мы поможем в написании вашей работы!