КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Инверторы(для сварки на постоянном токе - постоянный ток получают по инверторной схеме)
|
|
|
|
Для полуавтоматической сварки металлической проволокой в среде защитных газов (метод MIG/MAG) - сварочные полуавтоматы, состоящие из источника питания (встроенного или автономного), блока управления, подающего механизма и специальной сварочной горелки.
Для автоматической сварки металлической проволокой в среде защитных газов или под флюсом - сварочные автоматы (самоходные тракторного типа, подвесные или планетарные головки).
Для ручной дуговой сварки неплавящимся (вольфрамовым) электродом в среде инертных защитных газов (метод TIG) - специализированные сварочные установки переменного и/или постоянного тока.
Одной из основных характеристик сварочного процесса является статическая вольт-амперная характеристика (ВАХ) сварочной дуги, отражающая связь между напряжением и силой тока сварочной дуги. Вследствие особенностей ионизации атомов металла в столбе дуги характеристика самой дуги состоит из трёх участков - падающего, статического и возрастающего. Статическая вольт-амперная характеристика сварочной дуги показана на рис. 4.
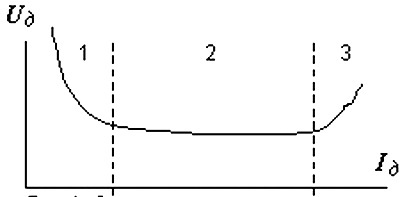
Рис.4 Статическая вольт-амперная характеристика дуги.
Для стабильного горения дуги требуется равенство между напряжением и током дуги (Uд и Iд) и источника питания (Uип и Iип). Легко заметить, что такое равенство возможно в случае, когда точки пересечения вольт-амперных характеристик дуги и источника питания являются точками устойчивого горения дуги, как показано на рис.5.

падающие жесткая возрастающая
Рис.5 Вольт-амперные характеристики источников питания в соотнесении
их со статической ВАХ дуги.
Ручную дуговую сварку (метод ММА) ведут на токе малой плотности (отношение силы тока к диаметру электрода). При этом из-за колебания длины дуги меняется и напряжение дуги, и ее вольт-амперная характеристика имеет падающую форму (зона 1 на рис. 4.). Поэтому для ручной дуговой сварки в основном применяют ИП с падающей вольт-амперной характеристикой, имеющей очень большой угол наклона к оси тока (крутопадающая характеристика); такая вольт-амперная характеристика обеспечивает отсутствие колебаний тока при изменении напряжения дуги.
При полуавтоматической сварке методом MIG/MAG дуга горит на стабильном участке вольт-амперной характеристики (зона 2 на рис. 4.), поэтому ИП для такого метода сварки должен иметь жёсткую или пологопадающую вольт-амперную характеристику.
ИП с возрастающей характеристикой применяют в основном для автоматической сварки под флюсом и наплавки.
Типы электродов (тип покрытия, функции покрытия,
реакции шлак-металл, газ-металл)
Покрытие электрода предназначено для повышения устойчивости горения дуги, образования комбинированной газошлаковой защиты, легирования и рафинирования металла. Для изготовления покрытий применяют различные материалы (компоненты).
1. Газообразующие компоненты - органические вещества: крахмал, пищевая мука, дек стрин либо неорганические вещества, обычно карбонаты (мрамор СаСО3, магнезит МgСО3 и ДР-).
2. Легирующие элементы и элементы-раскислители: кремний, марганец, титан и др., используемые в виде сплавов этих элементов с железом, так называемых ферросплавов. Алюминий в покрытие вводят в виде порошка-пудры.
3. Ионизирующие или стабилизирующие компоненты, содержащие элементы с низким потенциалом ионизации, а также различные соединения, в состав которых входят калий, на трий, кальций, мел, полевой шпат, гранит и др.
4. Шлакообразующие компоненты, составляющие основу покрытия, - обычно это руды (марганцовая, титановая), минералы (ильменитовый и рутиловый концентраты, полевой шпат, кремнезем, гранит, мрамор, плавиковый шпат и др.)
5. Связующие - водные растворы силикатов натрия Na2OSiO; и калия K2OSiO2, называемые натриевым или калиевым жидким стеклом, а также натриево-калиевым жидким стеклом.
6. Формовочные добавки — вещества, придающие обмазочной массе лучшие пластические свойства, - бентонит, каолин, декстрин, слюда и др.
Для повышения производительности сварки, увеличения количества дополнительного металла, вводимого в шов, в покрытии электродов может содержаться железный порошок до 60% массы покрытия. Многие материалы, входящие в состав покрытия, одновременно выполняют несколько функций, обеспечивая и газовую защиту в виде газа СО2, и шлаковую защиту в виде СаО и т. д.
Газовая защита образуется в результате диссоциации органических веществ при температурах выше 200 °С:
Cn (H2O)n.i - (п - 1)СО + (п - 1)Н2 + С;
диссоциации карбонатов при температуре ~900 °С (при парциальном давлении в газовой фазе РCO2 = 1 (кгс/см2)
СаСОз -» СаО + СО2; МgСОз -> МgО+СО2,
а также последующей диссоциации СО2:
2СО2 -+ 2СО + О2
Состав шлакообразующих может быть различным; это окислы СаО, MgO, MnO, FeO, AI2O3, SiO2, TiO2, Na2O, галогены CaF2 и др.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 443; Нарушение авторских прав?; Мы поможем в написании вашей работы!