КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Формы организации процесса
|
|
|
|
Поточное производство – это одна из форм организации технологического процесса, базирующаяся на использовании всех основных принципов его построения: специализации, пропорциональности и параллельности, прямоточности, непрерывности, ритмичности и автоматизации.
Специализация способствует повышению уровня использования оборудования и оснастки, снижению себестоимости продукции, повышению производительности линии. Технологические линии на предприятиях стройиндустрии могут быть узкоспециализированными (при массовом выпуске продукции) или многопредметными (при единичном или серийном выпуске продукции).
При массовой продукции производственная линия длительное время, сопоставимое со временем цикла основного оборудования, выпускает постоянную продукцию одного сорта (или очень ограниченного количества сходных сортов). Изменение продукции происходит в основном за счет некоторого изменения отдельных технологических операций, не отражающихся на режиме работы линии (например, замена одного красителя на другой). В случае необходимости перехода на изготовление существенно отличной продукции потребуется остановка и реконструкция линии.
При серийной продукции на технологической линии за плановый период выпускается поочередно несколько партий различной продукции и производится планомерная замена одних изделий на другие. На многономенклатурных линиях, на которых производится выпуск серийной продукции, предусматривается специальный режим работы, позволяющий производить смену изделий. Например, линии, выпускающие железобетонные элементы сборных зданий.
Серийная продукция, в свою очередь, может быть подразделена на:
- крупносерийную – производственная линия может длительное время выпускать заданную номенклатуру продукции без нарушений режима работы и переналадок оборудования. Например, производство в течение длительного времени 3 – 4 типоразмеров многопустотных панелей перекрытий, когда переход от одного типоразмера к другому производится сдвижкой бортовой формы;
- мелкосерийную – параллельное изготовление заданной номенклатуры продукции невозможно. Требуются систематические переналадки оборудования, а в некоторых случаях и изменение режимов работы линии. Например, изготовление 60 – 80 марок панелей наружных стен при выдерживании заданного соотношения в выпуске изделий разных марок. Для осуществления этого требуется производить частые переналадки оборудования, что отражается на организации и режиме работы производственной линии.
При единичной продукции производятся изделия, потребность в которых измеряется единицами. Изготовление такой продукции в общем потоке затруднено. Это связано со специальными переналадками производства, перерывами и т.п.
Пропорциональность – это равная пропускная способность всех технологических постов за единицу времени. Для определения пропорциональности в производительности агрегатов всего процесса следует исходить из соотношений частичного и общего циклов технологической линии.
Затраты времени на выполнение технологического процесса  определяются по формуле, мин,
определяются по формуле, мин,
 ,
,
Где  - продолжительность операций стадийного процесса, мин;
- продолжительность операций стадийного процесса, мин;
 - коэффициент цикличности.
- коэффициент цикличности.
Тогда соотношение частичных циклов по всему процессу будет равно:
 ,
,
или
 .
.
Управление процессами требует увязки полного технологического процесса как в пространстве, так и во времени, что в конечном счете позволяет создать условия для ритмичного выпуска продукции.
Параллельность – это параллельное выполнение работ расчлененного технологического процесса. Это позволяет сократить продолжительность технологического цикла. Параллельность выполнения операций на технологических постах является обязательной, когда превышает значение  такта линии. Количество параллельных постов равно коэффициенту кратности:
такта линии. Количество параллельных постов равно коэффициенту кратности:
 .
.
Такт – это промежуток времени между выпуском двух последовательно изготавливаемых изделий. При действительном фонде времени  , мин, и производительности линии
, мин, и производительности линии  , м3, такт равен, мин/м3:
, м3, такт равен, мин/м3:
 .
.
Прямоточность обеспечивает кратчайший путь прохождения изделий и оборудования по всем технологическим постам.
Непрерывность предусматривает организацию процесса с минимальными межоперационными перерывами (или без них) с целью сокращения продолжительности технологического цикла. Непрерывность процесса прежде всего зависит от пропорциональности, пропускной способности технологических постов за единицу времени. В соответствии с этим технологические линии могут быть непрерывно-поточными и прерывно-поточными.
Непрерывно-поточные линии характеризуются непрерывным движением предметов или орудий труда на потоке с обязательным соответствием длительности операций такту линии и при соблюдении условия пропорциональности.
Прерывно-поточные линии характеризуются наличием межоперационных перерывов, вызванных отсутствием пропорциональности технологических циклов.
Ритмичность технологического процесса обусловливает выпуск продукции строго по графику и через определенные промежутки времени. Оценивается ритмичность соответствием длительности технологического цикла стадийного процесса такту, ритму и темпу полного процесса, что предопределяет наилучшие условия для его управления. Если одна группа операций выполняется одновременно на двух или нескольких постах, т.е. параллельно обрабатывается несколько изделий (отделка, термообработка), тогда промежуток времени, необходимый одной группы конструкций n будет называться ритмом  , мин/м3:
, мин/м3:
 ,
,
 .
.
Темп потока  является величиной, обратной такту поточной линии, мин/м3:
является величиной, обратной такту поточной линии, мин/м3:
 ,
,
Где  - промежуток времени, за который определяется темп (сутки, смена, час, минута),
- промежуток времени, за который определяется темп (сутки, смена, час, минута),
- такт (час, минута, секунда).
Одним из основных условий рациональной организации процесса является его синхронизация, т.е. выравнивание продолжительности выполнения процессов. При полной синхронизации равны или кратны  такту и такой процесс является непрерывно-поточным.
такту и такой процесс является непрерывно-поточным.
В случае  условие кратности можно записать:
условие кратности можно записать:
 ,
,
 ,
,
……………………………
 ,
,
Где  - время меньше величины такта .
- время меньше величины такта .
В этом случае длительность технологических циклов процессов не кратна и на равна такту линии, и поэтому она не является синхронизированной, а процесс – прерывно-поточным.
При низкой степени специализации и отсутствии ритмичности загрузка технологического поста определяется условием
 ,
,
Или
 ,
,
Где  - продолжительность операции, мин;
- продолжительность операции, мин;
 - число операций;
- число операций;
 - производительность линии
- производительность линии  .
.
Автоматизация процесса может быть частичной или полной. Механизация и автоматизация процесса должны проходить с учетом технической оснащенности. Экономическая целесообразность автоматизации должна решаться в процессе технологической подготовки производства.
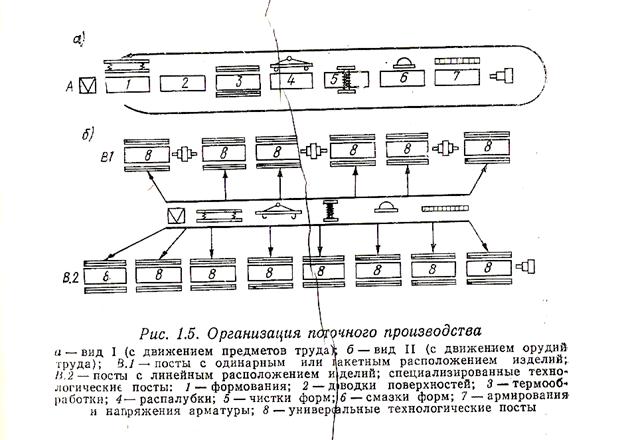
Организация поточного производства показана на рис. 1.5.
При организации потока 1 вида технологические посты специализируются на выполнении определенной группы операций и оборудуются стационарными агрегатами и станками. При поточной организации II вида для обеспечения заданной производительности создается определенное количество технологических постов, на каждом из которых выполняются последовательно все операции до полной готовности изделия без его перемещения. Здесь поточность производства обеспечивается движением специализированных звеньев рабочих и орудий труда по всем технологическим постам (рис. 1.6).
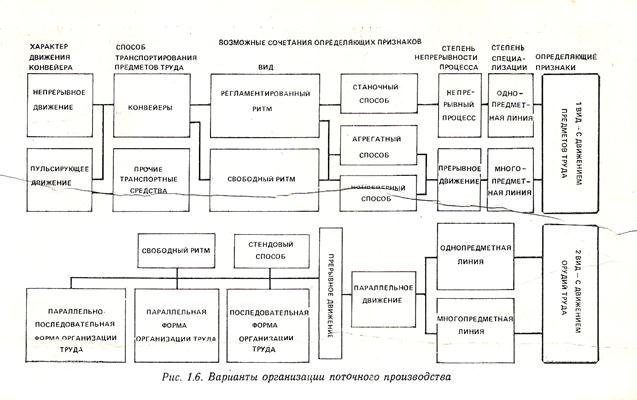

Характерным для 1 вида поточной организации технологического процесса является агрегатный способ производства. При этом способе технологические посты специализированы и оснащены специализированными агрегатами. Движение предметов труда осуществляется при помощи мостовых, козловых и др. кранов, что не обеспечивает принудительный ритм прерывно-поточной линии. Для организации непрерывно-поточной линии с принудительным ритмом их работы используются специализированные технологические транспортные средства пульсирующего действия в виде конвейеров.
Станочный способ производства характеризуется применением узкоспециализированных станков и машин, выполняющих весь комплекс операций по производству изделий и конструкций, а транспортные средства для движений предметов труда являются неотъемлемой частью этих машин. При таком виде поточного производства достигается максимальное использование во времени орудий труда и производственных площадей.
Наиболее простым, но маломеханизированным, является стендовый способ, который обеспечивает выпуск крупногабаритных изделий малыми партиями на коротких и длинных стендах.
Конвейерные линии – перспективный способ организации промышленного изготовления массовой и серийной продукции. На предприятиях промышленности строительных изделий и конструкций распространены два типа конвейерных линий:
1) с непрерывным перемещением подвижного основания. Операции на каждом посту производятся в процессе перемещения изготовляемой продукции в пределах участка, отведенного для этого поста. Темп работы такой линии может быть выражен скоростью движения конвейера, м/ч.
 .
.
Например, изготовление минераловатных плит, керамзитового гравия;
2) с пульсирующим перемещением подвижного основания. Операции на каждом посту производятся за то время (равное такту потока), пока изготовляемая продукция неподвижно располагается на данном посту. Темп работы этой линии определяется  - числом форм, вагонеток, которые проходят через один из постов в течение одного часа, шт/ч:
- числом форм, вагонеток, которые проходят через один из постов в течение одного часа, шт/ч:
 .
.
Наример, изготовление сборных ж/б изделий.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 559; Нарушение авторских прав?; Мы поможем в написании вашей работы!