КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Паяльні автомати
|
|
|
|
Паяльні автомати послідовно виконують наступні операції: змащування повздовжнього шва паяльною рідиною, прогрівання і паяння шва, зачищення шва від налипань припою і охолодження шва.
Процес паяння корпусів здійснюється наступним чином. Заклепаний корпус захоплюється собачкою транспортера з корпусо- формуючої машини і по напрямній переносяться до паяльного автомата. По шляху до валу паяльного автомата повздовжній шов корпуса змащується з зовнішньої сторони рідиною для паяння. Змащування здійснюється при проходженні корпусу по обертових роликах, які розміщені над ванною з паяльною рідиною, і обертаються за рахунок сил тертя.
При попаданні корпуса на вал для паяння, що обертається, заклепаний корпус притискається швом до верхньої частини вала і одночасно переміщується вздовж нього. Обертовий вал несе на собі припій, що прогріває шов до температури плавлення.
На рис.22.7 зображено поперечний переріз паяльної ванни автомата СКБМ. Чавунна ванна 5 має дві порожнини: робочу 1 і завантажувальну 2, в якій знаходиться розплавлений припій. В середині ванни розміщені електронагрівні елементи 4, потужністю 5 кВт в робочій порожнині і один елемент 3 потужністю 2 кВт в завантажувальній порожнині. З зовні ванна захищена термоізоляційним матеріалом 6, для зменшення втрат тепла через стінки ванни. Для вимірювання і автоматичного регулювання температури припою в отвір 14 ванни вставлений давач електроконтактних термометрів. Положення валу паяння 9 відносно напрямних корпуса регулюється разом з ванною по висоті штурвалом 7, а по горизонталі за допомогою гвинта 8.
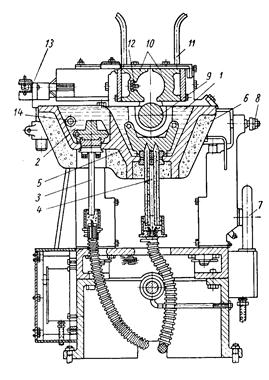
Рис.22.7. Переріз паяльної ванни автомата СКБМ
Над ванною розміщена напрямна, що складається з двох чавунних половин 10, які закріплені колодками і накладками. Для охолодження напрямні мають герметичні порожнини, в середину яких по трубопроводу подається вода. В середині лівої напрямної в пазу проходить несучий ланцюг 12 транспортера паяльного автомата. Зворотна ланка ланцюга рухається в середині горизонтальної коробчатої напрямної 13. На ланцюгу встановлені собачки, що захоплюють корпус під час його руху.
Під час контакту корпуса з паяльним валом припій змочує корпус не тільки в місцях шва, але і захоплює полосу на корпусі шириною 10-15 мм; після охолодження корпуса в даних місцях залишаються підтікання припою, що погіршують якість і товарний вигляд банок. Для покращання товарного вигляду і економії припою, на паяльному автоматі встановлюють механізм зачищення корпуса від залишків припою.
Для якісного зачищення необхідно, щоб припій зберіг свою текучість. Тому механізм очищення встановлюють зразу за паяльною ванною, або між ванною і механізмом очищення додатково здійснюють підігрівання корпуса, для підвищення температури припою перед очищенням.
Механізм зачищення припою складається з суконної дискової щітки, що приводиться в рух через ряд механічних передач. Для запобігання розбризкування капель припою механізм очищення оснащений спеціальними секторами, що закривають щітку. Для очищення внутрішньої поверхні банок на спеціальному кронштейні встановлений скребок, що скидає припій в збірник.
Швидке охолодження корпуса (3-4 с) в кінці паяння забезпечується обдуванням направленим потоком повітря до температури 140о- початку зміцнення шва.
Для транспортування корпусів вздовж робочих органів паяльного автомата використовується ланцюговий транспортер з ведучими собачками і жорсткими нерухомими напрямними. По конструкції транспортери паяльних автоматів розділяються на транспортери з внутрішніми і зовнішніми напрямними корпусів.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 419; Нарушение авторских прав?; Мы поможем в написании вашей работы!