КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Зменшення зварювальних напружень і деформацій
|
|
|
|
Питання
1. Як класифікується наукова іформація?
2. Чим відрізняються первинні документи від вторинних?
3. Що містить в собі патентна документація?
4. Де можна знайти вихідну інформацію що до дослідження конкретного питання?
5. Що представляє інформаційний пошук, яким він може бути?
6. Які інститути і організації України здійснюють централізований збір і обробку інформації основних елементів опублікованих документів?
7. Для чого використовуються, чим відрізняються банк даних, база даних, база знань?
8. Що включає в себе стадія попередньої підготовки інформації до опрацювання?
9. Яким вимогам має відповідати процедура інтерпретації даних?
10. Що дозволяє отримати вивчення наукової літератури?
11. На які етапи доцільно поділити процес роботи з науковою літературою?
12. Які властивості характерні науковим фактам?
13. Яких правил треба дотримуватись при цитуванні літератури?
14. Які Ви знаєте форми обміну науковою інформацією?
1. Принципові основні зниження залишкових напружень і деформацій
Виникнення НДС в зварній конструкції зумовлюють наступні фактори (чинники):
а) залишкові повздовжні пластичні деформації укорочення в пластичній зоні;
б) рівномірна або нерівномірна по товщині пластична деформація укорочення в поперченому напрямку;
в) неспівпадіння центра маси поперечного перерізу зони пластичних деформацій з центром ваги поперечних перерізів елементів (позацентрове прикладання  );
);
г) структурні зміни, викликані зварюванням.
Зварювальні залишкові деформації і напруження у більшості випадків є недопустимим дефектом, що знижує експлуатаційні показники конструкції і погіршує її зовнішній вигляд.
Розглянемо можливі шляхи зниження ЗНІД в залежності від факторів, що їх викликають.
Повздовжні пластичні деформації укорочення в пластичній зоні (ПДУ)
Зниження може здійснюватись на двох етапах:
1) в процесі виконання зварного шва, коли формуються ПДУ;
2) після повного охолодження зварного з’єднання, тобто коли пластичні деформації уже сформувались.
Одним із способів зниження пластичних деформацій укорочення може бути створення у зварювальних елементах конструкцій під час охолодження пластичних деформацій видовження. Цього можна досягнути або прикладанням зовнішніх сил, або відповідним нагріванням зварної конструкції.
Рівномірна і нерівномірна за товщиною пластична деформація укорочення в поперечному напрямку.
Величина поперечного укорочення  у вільному від закріплень стані залежить тільки від параметрів режиму зварювання, а іменно, від питомої теплової потужності дуги
у вільному від закріплень стані залежить тільки від параметрів режиму зварювання, а іменно, від питомої теплової потужності дуги  На практиці існує режим з оптимальним значенням
На практиці існує режим з оптимальним значенням  тобто змінювати суттєво
тобто змінювати суттєво  практично неможливо.
практично неможливо.
Поперечна пластична деформація в умовах закріплення не виникає зміни розмірів зварювальних елементів, але є причиною утворення практично рівномірно розподілених по довжині шва поперечних напружень розтягу, величина яких залежить від бази закріплення. Чим менша база закріплення, тим більші напруження розтягу, які можуть досягнути значення  Це означає, що можна ругулювати величину цих напружень на стадії проектування, назначати оптимальну базу закріплення.
Це означає, що можна ругулювати величину цих напружень на стадії проектування, назначати оптимальну базу закріплення.
Неспівпадіння центра ваги зони пластичних деформацій (ЗПД) укорочення з центром ваги поперечного перерізу зварювальних елементів.
Величина напружень і деформацій залежить від значення згинального моменту:

де е – віддаль між центрами ваги.
Щоб зменшити згинальний момент необхідно розміщати зварні шви ближче до центра ваги перерізу елементів.
Напруження і деформації в цьому випадку можна також знизити прикладанням після зварювання згинального моменту, напрямленого в протилежну сторону. Такий момент може бути викликаний зовнішнім навантаженням або направленою тепловою дією.
Структурні зміни при зварювальному нагріванні. Структурні зміни повністю залежать від характеру зварювального нагрівання.
Основний шлях зниження напружень і деформацій, викликаних структурними змінами – післязварювальне термічне оброблення.
Способи зниження напружень і деформацій можна розділити на два види:
1) Запобігаючі устворення зварювальних деформацій і напружень;
2) Способи їх зняття.
2. Класифікація методів зниження ЗНІД.
Розглянемо класифікацію, що грунтується на принципах запобігання або зняття деформацій і напружень.
Методи запобігання.
1.Регулювання теплового стану металу зварного з’єднання при зварюванні.
2. Активне навантаження зварювальних елементів в процесі зварювання.
3. Компенсація деформацій.
Регулювання теплового стану металу можна досягнути інтенсивним тепловідведенням від зони шва, а також застусуванням зварювання концетрованими джерелами нагріву.
Серед відомих способів активного навантаження в процесі зварювання відзначимо: активний розтяг, а також застосування вібраційного і ультразвукового оброблення.
Компенсація деформацій може бути досягнута раціональним коструюванням, застосуванням раціональногї послідовності складання і зварювання конструкції, створенням початкової деформації конструкції, що обернена до зварювальної.
Методи зняття.
1. Силова (механічна) дія на зварні з’єднання (ЗЗ) зовнішніми силами.
2. Теплова дія на ЗЗ.
Силова дія може здійснюватись розтягуванням ЗЗ, прокатуванням роликами зони шва, вібраційним або вибуховим обробленням зони шва.
Серед способів теплової дії найрозповсюдженішими є термооброблення і термічне правлення зварного з’єднання.
3. Зварювання концетрованими джерелами нагрівання.
Концетровані джерела нагрівання характеризуються підвищеною здатністю проплавлення, що приводить до зміни параметрів режиму зварювання, а іменно, до зниження зварювального струму  або до підвищення швидкості
або до підвищення швидкості  . Це дозволяє отримувати якісний шов на нижчих значеннях питомостї теплової енергії . При цьому розплавляється менший об’єм металу, а за умови збереження глибини шва зменшується ширина зварного шва.
. Це дозволяє отримувати якісний шов на нижчих значеннях питомостї теплової енергії . При цьому розплавляється менший об’єм металу, а за умови збереження глибини шва зменшується ширина зварного шва.

 - зменшення, - збільшення.
- зменшення, - збільшення.
При зварюванні вужчим швом відбувається зменшення площі епюри залишкових пластичних деформацій укорочення.
На практиці застосовують наступні способи зварювання концетрованими джерелами нагрівання: Електронно-променевий, плазмовий, імпульсно-дуговий, оголеним електродом та інші.
Зварювання концетрованими джерелами тепла можна застосувати для зниження деформацій і напружень в зварних з’єднаннях зі стиковими і кутовими швами.
4. Зварювання з тепловідводом.
Зварювання з тепловідводом – вимушений відвід із зони зварювання теплоти, що вводиться джерелом нагрівання. Тепловідвід в цьому випадку є від’ємним джерелом теплоти по відношенню до додатнього джерела зварювального нагрівання. Взаємодія цих двох джерел приводить до зниження і зміни теплового стану металу зварювальних елементів. Зниження тепловкладення рівнозначне зміщенню кривої максимальних температур до осі ординат, як і при зварюванні концетрованими джерелами нагрівання. Основна відмінність полягає в тому, що при зварюванні з тепловідводом крива максимальних температур характеризується більшими градієнтами температур (для однакових ширин шва), ніж при зварюванні концетрованим джерелом.
Таким чином, механізм зниження деформацій і напружень при зварюванні з тепловідводом такий же як і при зварюванні концетрованими джерелами нагрівання.
Ефективність тепловідводу залежить від теплофізичних властивостей його матеріалу і площі контакту тепловідводу з поверхнею, з якої відбирається тепло.
5. Зварювання з попереднім розтяганням.
Таке зварювання полягає в тому, що у зварювальних елементах створюються розтягувальні напружнення, які після виконання шва змінюються. В процесі виконання шва ці напруження впливають на розвиток пластичних деформацій.
Попереднє розтягування зумовлює зменшення ширини зони пластичних деформацій укорочення, внаслідрок чого площа епюри залишкових пластичних деформацій укорочення також зменшується.

Порівняння значень залишкових напружень при зварюванні з попереднім розтяганням зі значенням зі значеннями ЗН без розтягання показує, що попереднє розтягання приводить до зниження напружень в поперечному перерізі зварного з’єднання, а отже, і до зниження повздовжнього укорочення зварювальних елементів.
У всіх випадках зварювання з попереднім розтягуванням однією із основних задач є реалізація навантажування. На це тепер застосовуються декілька способів навантажування: механічне навантажування і створення градієнтного нагріву; попереднє значення охолодження зварювальних елементів та інші. (додаток а, б)
Додаток 5а.
Аналіз розподілу залишкових напружень з використанням попереднього розтягання показує, що застосування попереднього розтягання має нійбільшу ефективність, якщо початкове навантаження зварювальних пластин здійснюється рівномірним розтяганням напруженнями  При цьому відсутній прогин і значення залишкових напружень можна визначити за формулами:
При цьому відсутній прогин і значення залишкових напружень можна визначити за формулами:

 (1)
(1)
де  (
( ,
,  ) – напруження в реактивній частині перерізу;
) – напруження в реактивній частині перерізу;
 - напруження в пластичній зоні.
- напруження в пластичній зоні.
З виразів (1) видно, щот основний вплив на зниження зілишкових напружень має величина початкових напружень  в зоні
в зоні  . Тому (наприклад, при зварюванні широких пластин) доцільно для зниження енергоємності навантажувальних прристроїв застосувати попереднє розтягування в межах очікуваної зони
. Тому (наприклад, при зварюванні широких пластин) доцільно для зниження енергоємності навантажувальних прристроїв застосувати попереднє розтягування в межах очікуваної зони  .
.
Реалізація попереднього розтягання в межах очікуваної зони  більш раціональна і практично здійснена у більшості випадків при зварюванні встик. Цей спосіб часто реалізується на практиці при зварюванні кінцевих швів тонкостінних циліндричних оболонок, при зварюванні круговими швами фланців у оболонки (сферичні, конічні та інші).
більш раціональна і практично здійснена у більшості випадків при зварюванні встик. Цей спосіб часто реалізується на практиці при зварюванні кінцевих швів тонкостінних циліндричних оболонок, при зварюванні круговими швами фланців у оболонки (сферичні, конічні та інші).
При зварюванні встик циліндричних оболонок, після зварювання спостерігається зменшення діаметра оболони в зоні зварного шва.
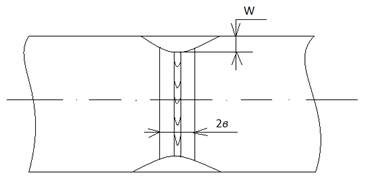
Додаток 5б.
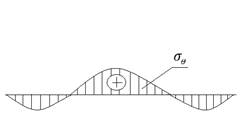
Прогин залежить від окружних залишкових зварювальних напружень  і може бути визначений так:
і може бути визначений так:
 (2)
(2)
Значенням залишкових напружень  можна зменшити прогин W. Тобто, задаючи значення залишкового прогину W, можна визначити значення залишкових напружень . Щоб знизити до потрібного значення перед зварюванням в зоні необхідно створити попередні напруження розтягання
можна зменшити прогин W. Тобто, задаючи значення залишкового прогину W, можна визначити значення залишкових напружень . Щоб знизити до потрібного значення перед зварюванням в зоні необхідно створити попередні напруження розтягання  значення яких наближено можна визначити за формулою:
значення яких наближено можна визначити за формулою:
 (3)
(3)
де 2В – довжина оболонки.
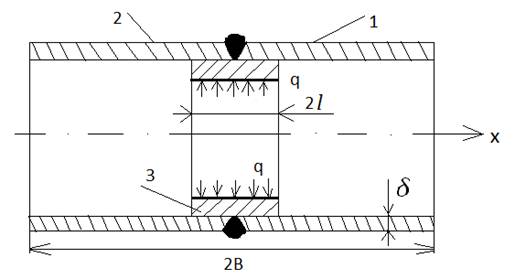
Для створення попередніх напружень  застосовуються розстискаючі кільця. Циліндричні оболонки 1 і 2 перед зварюванням збираються на розтискаючому кільці 3. При розстисканні кільце в зварювальних частинах будуть виникати окружні напруження
застосовуються розстискаючі кільця. Циліндричні оболонки 1 і 2 перед зварюванням збираються на розтискаючому кільці 3. При розстисканні кільце в зварювальних частинах будуть виникати окружні напруження  , які для
, які для  можна обчислити за формулою:
можна обчислити за формулою:
 (4)
(4)
 – інтенсивність розтискаючого зусилля, Па;
– інтенсивність розтискаючого зусилля, Па;
 – півширина кілець;
– півширина кілець;
 - товщина оболонки;
- товщина оболонки;
R – радіус оболонки.
При сумісному аналізі виразів для напружень, викликаних навантаженням  і залишковими напруженнями обчислюється інтенсивність розтискаючого зусилля .
і залишковими напруженнями обчислюється інтенсивність розтискаючого зусилля .
6. Компенсація деформацій при зварюванні.
Компенсація деформацій при зварюванні – ефективний спосіб запобігання деформаціям згину.
Компенсація деформацій включає: комплексне конструктивно – технологічних заходів; раціональне проектування конструкції; розробку оптимальної послідовності виконання зварних швів; створення перед зварюванням деформацій, обернених за знаком до зварювальних, та інші.
Раціональне проектування ЗК полягає в розробці такого поєднання окремих зварювальних вузлів і деталей, за якого зварні шви розташовуються якнайближче до центра, або семетрично відносно центральних осей перерізу.
Велику роль у формуванні залишкових деформацій і напружень відіграє послідовність накладання зварних шів.
Деформації і напруження можна успішно компенсувати створенням перед зварюванням деформацій, обернених за законом до зварювальних. Наприклад, для компенсації повздовжнього укорочення перед зварюванням видовжують зварювальні краї на величину очікуваної деформації. Цей спосіб полягає в тому, що перед зварюванням на задній віддалі від країв за допомогою магнітно-імпульсного оброблення створюються зони пластичного видовження.
7. Застосування затискаючи пристроїв.
При виготовленні ЗК широко застосовують складально-зварювальні пристрої, які забезпечують базування, взаємне розміщення деталей, які забезпечують базування, взаємне розміщення деталей, їх фіксацію, зменшення зварювальних напружень і деформацій.
Залишкові деформації і напруження зменшуються внаслідок збільшення пластичних деформацій видовження, які розвиваються при охолодженні деталей в жорсткому пристрої. Отже, зменшуються залишкові пластичні деформації укорочення і знижується усадна сила.
Для реальних зварних з’єднань  у випадку жорстких пристроїв усадна сила зменшується на 7…30%. У реальному виробництві усадну силу кможна знизити на 10…15%.
у випадку жорстких пристроїв усадна сила зменшується на 7…30%. У реальному виробництві усадну силу кможна знизити на 10…15%.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2331; Нарушение авторских прав?; Мы поможем в написании вашей работы!