КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Структура штучно-калькуляційного часу
|
|
|
|
НОРМАТИВ – вихідна величина для розрахунку конкретних норм праці.
НОРМОВАНЕ ЗАВДАННЯ- зумовлений планом обсяг роботи, яку необхідно виконати робітникові або бригаді робітників за зміну(місяць).
Н о р м о в а н і з а в д а н н я.
Для нормування праці робітників - почасовиків використовують
НОРМАТИВНА ТРУДОМІСТКІСТЬ – витрати робочого часу (год., хв.) на виконання встановленого обсягу робіт або на виробництво одиниці продукції.
Особливості встановлення норм і нормативів праці на підприємстві
Технічне нормування праці - це процес встановлення норм витрат робочого часу в конкретних організаційно-технічних умовах виробництва.
Норма часу - витрати робочого часу у людино-годинах, тобто час, відведений на виробництво одиниці продукції чи виконання визначеної роботи (у годинах, хвилинах тощо).
Норма виробітку - кількість продукції, яка повинна бути виготовлена робітником за одиницю часу.
Норма обслуговування- це кількість одиниць устаткування, виробничих площ тощо, обслуговуваних одним чи групою робітників.
Норма часу обслуговування - це необхідний час на обслуговування одиниці устаткування протягом визначеного календарного періоду (однієї зміни, місяця тощо).
Норма чисельності - це кількість працівників, установлена для обслуговування об'єкта чи виконання визначеного обсягу робіт.
Норми витрат праці можуть встановлюватися на операцію, виріб, роботу, комплекс робіт. Вони розрізняються за періодами і сферами дії, за методом встановлення, за ступенем укрупнення, за способом визначення тощо.
Робочий час, який витрачається на конкретному робочому місці, поділяється на:
- нормований час;
- ненормований час.
| ШТУЧНО-КАЛЬКУЛЯЦІЙНИЙ ЧАС tШК = tШТ + t ПЗ | |||||
| Підготовчо-заключний час на деталь (операцію): (t ПЗ=ТПЗ/n), де ТПЗ - підготовчо-заключний час на партію; n-число деталей в партії | Штучний час tШТ = + t ОСН + t ДОП + t ОРГ + tТЕХ + t ВІДП | ||||
| Основний час (t ОСН) | Допоміжн-ий час (t ДОП) | Час організацій-ного обслуговув-ання робочого місця (t ОРГ) | Час технічного обслуговування робочого місця (tТЕХ) | Час на відпочинок і природні потреби (t ВІДП) | |
Нормований час - це передбачуваний час, необхідний для виконання конкретної операції, роботи.
Ненормований час - це час, який виникає внаслідок різних технічних і організаційних неполадок і не входить до норм праці.
Нормований час підрозділяється на:
- підготовчо-заключний час (tПЗ);
- основний час (t ОСН);
- допоміжний час (t ДОП);
- час організаційного обслуговування робочого місця (t ОРГ);
- час технічного обслуговування робочого місця (tТЕХ);
- час для відпочинку і природних потреб (t ВІДП)
.
Підготовчо-заключний час (tm) витрачається робітником на виконання таких робіт:
- одержання й ознайомлення з технічною документацією (креслення, технічні умови, опис технологічного процесу тощо);
- підготовка устаткування (налагодження, переналагодження), інструменту, устаткування, вимірників тощо;
- дії, пов'язані із закінченням обробки деталей, виробів тощо.
Підготовчо-заключний час формується на всю партію деталей (виробів) і не залежить від її величини.
Разом з тим слід зауважити, що у масовому виробництві підготовчо-заключний час відсутній, тому що деталі (вироби) обробляються постійно протягом усього терміну їх виготовлення.
Основний час (t ОСН) - час, протягом якого безпосередньо здійснюється технологічний процес (змінюється форма, розміри, фізико-хімічні властивості деталі чи виробу). Він може бути:
- ручним;
- машинно-ручним;
- машинно-автоматичним;
- апаратним.
Допоміжний час (t ДОП ) витрачається на виконання окремих елементів роботи:
- встановлення та зняття деталі (виробу);
- закріплення і відкріплення деталі (виробу);
- вимірювання зразків;
- підведення і відведення інструментів;
- включення і вимкнення устаткування.
В умовах масового і серійного виробництв, коли застосовуються групові методи обробки чи відбуваються апаратні технологічні процеси (термічні, гальванічні тощо), основний і допоміжний час встановлюється на партію, що залежить від пропускної спроможності устаткування. Час на одну деталь при цьому можна визначити за формулами:

де Тзаг.осн, Тзаг.доп - відповідно загальний основний і допоміжний час на виготовлення партії деталей (виробів);
n - число деталей (виробів) у партії продукції.
Час організаційного обслуговування робочого місця (t ОРГ) - час на прибирання відходів на робочому місці, на одержання і здачу інструментів, вимірювачів, приладів, приймання робочого місця протягом зміни.
Час технічного обслуговування робочого місця (tТЕХ) - час змащення, налагодження, заміни інструменту, який було ушкоджено протягом зміни.
Час на відпочинок і природні (особисті) потреби (t ВІДП) - час, який встановлюється для підтримки працездатності робітника протягом зміни.
Відповідно до наведеної класифікації витрат робочого часу встановлюється його структура і здійснюється розрахунок технічно обґрунтованої норми часу.
Норма штучного часу (tmr) застосовується в умовах масового виробництва і обчислюється за формулою:

Час відпочинку (t ВІДП) та час на організаційне (t ОРГ) і технічне (tТЕХ) обслуговування зазвичай встановлюються у відсотках до оперативного часу виробництва (t ОП), який в свою чергу складається з основного (t ОСН)і допоміжного (t ДОП) часу. В такому разі штучний час стає можливим визначити за формулою (:

де kОРГ, kТЕХ, k - коефіцієнти відповідно на організаційне, технічне обслуговування, а також на відпочинок і природні потреби.
Норма штучно-калькуляційного часу (tШК)застосовується в серійному виробництві, де встановлюється досить значний коефіцієнт на підготовчо-заключний час. Вона визначається за формулою:

де п - кількість деталей (виробів) у партії.
У виробництві з неминучими технологічними втратами норма штучного часу встановлюється з урахуванням виходу придатних деталей (tШТ.ПР)за формулою:

|
| де kв - коефіцієнт виходу придатних деталей (виробів), який розраховується за формулою (4.8): |

|
При обробці деталей (виробів) на автоматичному устаткуванні (на установках, термічних агрегатах, стендах) основний час визначається на підставі паспортних даних устаткування чи розрахунків його продуктивності.
Так, наприклад, при обробці деталей на агрегаті прохідного типу, норма основного часу визначається в такій послідовності:
1. Здійснюється розрахунок пропускної спроможності агрегату за формулами (4.9-4.11):
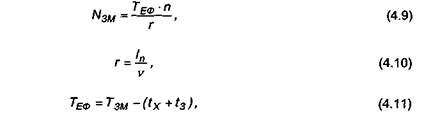
де Nзм - пропускна спроможність агрегату (шт. на зміну);
Теф - змінний фонд робочого часу агрегату (хвилин);
n - кількість деталей на піддоні (штук);
r- такт виходу одного піддона з печі (хвилин);
Іn -довжина піддона (см);
ν- швидкість руху стрічки конвеєра агрегату (см/ хвилину);
Тзм - тривалість зміни (хвилин);
tχ- час холостого ходу агрегату (хвилин);
tз - час завантаження печі піддонами (повне заповнення конвеєра) (хвилин).
2. Основний час розраховується за формулою (4.12):

Формули для розрахунку пропускної спроможності різного устаткування залежать від особливостей виконання робіт на ньому.
Допоміжний час, час на організаційно-технічне обслуговування робочого місця і час на відпочинок і природні потреби розраховується за встановленими раніше нормативами, а потім уточнюється згідно з фактичними витратами під час здійснення технологічного процесу.
При багатоверстатному обслуговуванні устаткування, не пов'язаного із загальним ритмом роботи, технічно обґрунтована норма часу (t ШТ ) може бути розрахована за формулою (4.13):

Де Т ОП - оперативний час на одному верстаті (хвилин);
m - кількість верстатів, що обслуговуються одним робітником;
kC - коефіцієнт одночасного збігу обслуговування декількох верстатів (зазвичай він дорівнює 1,1-1,2);
t ОРГ, t ТЕХ, tВІДП - відповідно час на організаційне, технічне обслуговування робочого місця і час відпочинок у відсотках до оперативного часу.
Норму штучного часу (t ШТ ) за умов періодичної роботи устаткування при багатоверстатному обслуговуванні (тобто пов'язаного загальним ритмом роботи) можна розрахувати за формулою (4.14):

При потоковому виробництві розрахунки норми штучного часу (t ШТ ) здійснюють в такій послідовності:
4) нормування кожної операції;
5) організаційно-технологічна синхронізація робіт окремих видів устаткування, розміщення (перестановка) робітників;
6) остаточний розрахунок норми часу і норми виробітку.
Норма обслуговування устаткування (N ОБСЛ ) (налагодження, огляд, змащення, заправлення мастильно-охолодними рідинами тощо), закріпленого за одним чи за групою робітників розраховується за формулою (4.15):

де ТЕФ - ефективний фонд робочого часу устаткування за зміну, місяць, рік (годин);
tОБСЛ - норма часу обслуговування відповідного календарного періоду (годин).
Норма часу обслуговування (tОБСЛ) визначається за формулою (4.16):

де tОД - норма часу на одиницю обсягу роботи, хвилин;
Q - кількість одиниць обсягу роботи, виконуваних протягом заданого календарного періоду (умовні одиниці устаткування);
kд - коефіцієнт додаткових функцій певної категорії робітників, не врахованих в нормах праці (наприклад, функції обліку, інструктажу тощо).
3. Методи вивчання витрат робочого часу.
Існують два методи встановлення норм праці:
3. Дослідно-аналітичний метод.
4. Розрахунково-аналітичний метод
Дослідно-аналітичний метод встановлення норм праці заснований на вивченні витрат робочого часу шляхом спостережень і містить:
- безпосередній вимір норм часу за допомогою хронометражу і ФРД
- фотографування робочого дня методом моментних спостережень.
Хронометраж - метод вивчення витрат робочого часу багаторазово повторюваних ручних і машинно-ручних елементів операцій шляхом їх виміру. Він використовується переважно в крупносерійному і масовому виробництвах для встановлення нових і перевірки діючих норм, установлених розрахунковим шляхом. Об'єктом дослідження є операція і її елементи, а його метою - встановлення основного і допоміжного часу чи витрат часу на окремі трудові прийоми.
Розрізняють суцільний і вибірковий хронометраж. При суцільному хронометражі його об'єктом є всі елементи оперативного часу, а при вибірковому - лише окремі елементи оперативного часу чи технологічної операції.
Процес хронометражу містить три етапи:
1) підготовку до спостереження;
2)хронометрування;
3) аналіз отриманих даних.
Підготовка до спостереження складається з:
- вибору робочого місця для хронометрування;
- розчленування операції на складові елементи (переходи, прийоми);
- визначення фіксажних точок елементів операції, тобто моментів часу, що вказують на початок елемента операції (початкова фіксажна точка) і його кінець (кінцева фіксажна точка);
- встановлення найважливіших факторів, що впливають на тривалість кожного елемента операції;
- визначення необхідної кількості вимірів;
- підготовки документації.
Хронометрування - вимір елементів досліджуваної операції із здійсненням запису у хронометражну карту.
Аналіз отриманих даних здійснюється за хронометражними рядами.
Отриманий ряд вимірів називається хронометражним рядом. Він характеризується коефіцієнтом стійкості (β ст ), який розраховується за формулою (4.17):

де tМАХ i tМІН відповідно максимальна і мінімальна тривалість виміру.
Час тривалості операції чи її окремих частин (t) визначається як середньозважена величина хронометражного ряду за формулою (4.18):

де ti - час і-го виміру;
n- число вимірів.
Фотографія робочого дня - це спостереження, проведені для вивчення усіх витрат робочого часу протягом зміни чи її частини. Вони можуть бути індивідуальними, груповими, бригадними тощо. Основними завданнями фотографії робочого дня є:
- виявлення втрат робочого часу;
- встановлення причин цих втрат;
- розробка дієвих заходів для усунення втрат робочого часу;
- одержання аналітичних даних про необхідну чисельності працівників для створення нормативів часу.
Етапи фотографії робочого дня аналогічні етапам хронометражу.
Метод моментних спостережень дає можливість визначати величину втрат робочого часу, не вдаючись до їх безпосереднього виміру. Він застосовується при спостереженні за великою кількістю об'єктів. Метод заснований на використанні положень теорії ймовірностей, а його сутність полягає в заміні безперервної фіксації часу при безпосередніх вимірах (звичайні фотографії робочого дня) обліком кількості моментів спостережень. Отримані за цим методом дані дозволяють визначити питому вагу й абсолютні значення втрат часу за окремими елементами.
Етапи моментних спостережень включають:
- підготовку до спостережень;
- проведення моментних спостережень;
- аналіз отриманих результатів.
Підготовка до спостережень включає:
- підготовку документації;
- класифікацію елементів витрат робочого часу та їх індексацію (цифра, буква, умовна позначка);
- визначення фіксажних пунктів, тобто постійні місця фіксування стану об'єкта вивчення (робітника, устаткування);
- визначення кількості спостережень (п) залежно від типу виробництва;
- складання схеми маршруту обходу робочих місць (кільцевий, маятниковий, комбінований);
- визначення тривалості одного обходу;
- встановлення кількості обходів за зміну і число днів спостережень;
- побудова графіка обходів і таблиці вимірів.
Кількість спостережень можна визначити за формулою (4.19):

де k0 - найменша питома вага елемента в балансі робочого дня, необхідна для аналізу результатів;
kПР = Δp / k0 - припустима помилка остаточних результатів;
Δр - інтервал розсіювання величини;
kГАР = Δр / 2 kПР 2 - гарантійний коефіцієнт, який показує, скільки разів середньо-квадратична помилка укладається в половині інтервалу розсіювання Δр.
Якщо при проведенні спостережень досліджуються всі елементи витрат часу, то кількість спостережень визначають за витратами, питома вага яких найменша чи необхідна точність яких найвища.Моментні спостереження здійснюються шляхом обходу дільниці, де розташовані робочі місця виконавців, за визначеним маршрутом. Спостерігач визначає, чим зайнятий робітник на своєму робочому місці, і фіксує результат у бланку за допомогою умовних позначок.Отримані дані спостережень обробляються відповідним чином, вносяться в зведену таблицю й аналізуються.
Розрахунково-аналітичний метод встановлення норм праці передбачає їх розрахунок на основі застосування нормативів праці і відповідних формул. Він дає можливість не вдаватися щоразу до трудомістких процесів хронометражу і фотографії робочого дня. Норми праці встановлюються до здійснення виробничих операцій, що значно скорочує витрати на їх розробку.
Нормативи праці складаються з:
- нормативів режимів обробки і продуктивності устаткування;
- нормативів витрат часу на виконання елементів робіт;
- нормативів витрат праці на обслуговування одиниці устаткування чи одного працівника.
Нормативи режимів обробки і продуктивності устаткування призначені для норму-вання основного часу і містять дані, необхідні для розрахунків пропускної спроможності устаткування, вибору оптимальних режимів його роботи.
Нормативи витрат часу на виконання елементів робіт містять вихідні дані для розра-хунку підготовчо-заключного часу, допоміжного часу, часу на організаційне і технічне обслуговування робочого місця, часу на природні потреби і відпочинок.
Розрахунок нормативів витрат праці на обслуговування одиниці устаткування чи одного працівника містить нормативи обслуговування (регламентовані величини витрат праці на обслуговування одиниці устаткування, робочого місця) і нормативи чисельності (кількість працівників, необхідних для обслуговування визначеного об'єкта).
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2551; Нарушение авторских прав?; Мы поможем в написании вашей работы!