КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Постоянные циклы станка с ЧПУ
|
|
|
|
Постоянными циклами называются специальные макропрограммы, заложенные в УЧПУ для выполнения стандартных операций механической обработки. Практически все станки с ЧПУ имеют набор циклов для обработки отверстий - циклы сверления, растачивания и нарезания резьбы. Эти циклы упрощают процесс написания УП и экономят время, так как позволяют при помощи одного кадра выполнить множество перемещений.
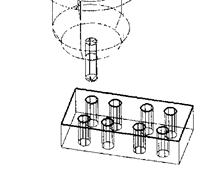
Рисунок 4 – Постоянные циклы обычно используются для обработки отверстий
Таблица 3 – Некоторые постоянные циклы для обработки отверстий
| Инструкция | Описание |
| G74 | Цикл нарезания резьбы при помощи метчика левой резьбы |
| G80 | Отмена постоянного цикла |
| G81 | Стандартный цикл сверления |
| G82 | Сверление с выдержкой |
| G83 | Цикл прерывистого сверления |
| G84 | Цикл нарезания резьбы |
| G85 | Стандартный цикл растачивания |
| G98 | Работа с исходной плоскостью |
| G99 | Работа с плоскостью отвода |
Предположим, что необходимо просверлить несколько отверстий в детали. Чтобы просверлить одно отверстие нужно на рабочей подаче опустить сверло на требуемую глубину, затем вывести его вверх на ускоренной подаче, и переместить к следующему отверстию.
| % | |
| O0005 | Начало программы |
| N100 G21 | |
| N102 G0 G17 G40 G49 G80 G90 | Строка безопасности |
| N104 Т1 М6 | Вызов инструмента |
| N106 G0 G90 G54 Х5. Y5. S1000 М3 | Перемещение к отверстию №1 |
| N108 G43 Н1 Z100. | Коррекция на длину инструмента |
| N110 Z10. | |
| N112 G1 Z-8. F70. | Сверление отверстия №1 |
| N114 G0 Z10. | Вывод сверла на ускоренной подаче |
| N116 X15. | Перемещение к отверстию №2 |
| N118 G1 Z-8. F70 | Сверление отверстия №2 |
| N120 G0 Z10. | Вывод сверла на ускоренной подаче |
| N122 Х-5. | Перемещение к отверстию №3 |
| N124 G1 Z-8. F70 | Сверление отверстия №3 |
| N126 G0 Z10. | Вывод сверла на ускоренной подаче |
| N128 Х-15. | Перемещение к отверстию №4 |
| N130 G1 Z-8. F70 | Сверление отверстия №4 |
| N132 G0 Z10. | Вывод сверла на ускоренной подаче |
| N134 X5. Y-5. | Перемещение к отверстию №5 |
| N136 G1 Z-8. F70 | Сверление отверстия №5 |
| N138 G0 Z10. | Вывод сверла на ускоренной подаче |
| N140 X15. | Перемещение к отверстию №6 |
| N142 G1 Z-8. F70 | Сверление отверстия №6 |
| N144 G0 Z10. | Вывод сверла на ускоренной подаче |
| N146 Х-5. | Перемещение к отверстию №7 |
| N148 G1 Z-8. F70 | Сверление отверстия №7 |
| N150 G0 Z10. | Вывод сверла на ускоренной подаче |
| N152 Х-15. | Перемещение к отверстию №8 |
| N154 G1 Z-8. F70 | Сверление отверстия №8 |
| N156 G0 Z10. | Вывод сверла на ускоренной подаче |
| N158 Z100. | |
| N160 М5 | |
| N166 М30 | Конец программы |
| % |
Использование постоянного цикла упрощает процесс создания программы для обработки отверстий, делает ее легко читаемой и существенно уменьшает в размере.
| % | |
| O0005 | Начало программы |
| N100 G21 | |
| N102 G0 G17 G40 G49 G80 G90 | Строка безопасности |
| N104 Т1 М6 | Вызов инструмента |
| N106 G0 G90 G54 Х5. Y5. S1000 М3 | Перемещение к отверстию №1 |
| N108 G43 Н1 Z100. | Коррекция на длину инструмента |
| N110 Z10. | |
| N112 G99 G81 Z-8. R10. F70. | Вызов цикла сверления |
| N114 X15. | Координаты отверстия №2 |
| N116 Х-5. | Координаты отверстия №3 |
| N118 Х-15. | Координаты отверстия №4 |
| N120 Х5. Y-5. | Координаты отверстия №5 |
| N122 X15. | Координаты отверстия №6 |
| N124 Х-5. | Координаты отверстия №7 |
| N126 Х-15. | Координаты отверстия №8 |
| N128 G80 | Отмена цикла сверления |
| N130 Z100. | |
| N132 М5 | |
| N138 М30 | Конец программы |
| % |
Постоянные циклы и их параметры являются модальными. Вызвав цикл при помощи соответствующего G кода, в следующих кадрах вы указываете координаты отверстий, которые необходимо обработать, не программируя никаких других кодов и параметров. После кадра, содержащего координаты последнего отверстия необходимо запрограммировать G80 - код отмены (окончания) постоянного цикла. Если этого не сделать, то все последующие координаты перемещений будут считаться координатами обрабатываемых отверстий.
Работа с исходной плоскостью – G98, работа с плоскостью отвода – G99. Плоскость отвода - это координата (уровень) по оси Z, устанавливаемая R адресом, с которой начинается сверление на рабочей подаче и в которую возвращается инструмент, после того, как он достиг дна обрабатываемого отверстия. Исходная плоскость - это координата (уровень), по оси Z в которой располагался инструмент перед вызовом постоянного цикла.

Рисунок 5 – Исходная плоскость и плоскость отвода
Формат кадра для цикла сверления выглядит следующим образом:
G98|99 G81(…) Х… Y… Z… R… F….
Код G98 применяется, когда требуется увеличенное расстояние отвода для того, чтобы избежать столкновения инструмента с деталью. Когда нет опасности столкновения инструмента с деталью, то обычно используют код G99, который позволяет сократить время при обработке множества отверстий. В этом случае инструмент перемещается между отверстиями и выводится вверх в конце цикла до координаты по Z, установленной R словом данных.

Рисунок 6 - Столкновение инструмента с деталью
Обычно системы ЧПУ позволяют переключаться между G98 и G99 прямо внутри постоянного цикла между обрабатываемыми отверстиями:
G99 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
Х20 Y20
G98 Х30 Y30
Х40 Y40
При необходимости использования относительных координат (G91) при работе с постоянным циклом, необходимо учитывать, что плоскость отвода устанавливается относительно исходной плоскости, а глубина сверления по Z устанавливается относительно плоскости отвода.
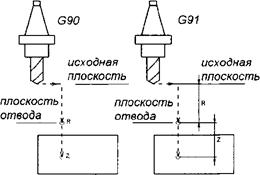
Рисунок 7 - Разница между G90 и G91 в постоянных циклах сверления
Пример. В абсолютных координатах: N110 G98 G81 Z-6. R10. F80.
В относительных координатах: N110 G98 G81 Z-16. R90. F80.
На чертежах длину отверстия обычно указывают по прямой части. Однако режущая кромка сверла заточена под определенным углом (обычно 118 градусов). Так как в программе указываются координаты Z для кромки сверла, то инструменту необходимо пройти дополнительное расстояние Н=Rсверла/tan(L/2). При сверлении сквозных отверстий нужно задать небольшой перебег (0.5-1 мм) для прямой части сверла
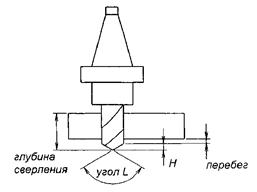
Рисунок 8 – Учет размеры кромки сверла
Стандартный цикл сверления – G81. Типичный формат этого цикла: G81 Х… Y… Z… R… F….
Адреса X и Y определяют координаты обрабатываемых отверстий. Адрес Z указывает конечную глубину сверления, а R применяется для установления плоскости отвода. Плоскость отвода - это координата по оси Z, с которой начинается сверление на рабочей подаче. Плоскость отвода устанавливается немного выше поверхности детали, поэтому значение при R обычно положительное. Не стоит устанавливать плоскость отвода очень высоко, иначе сверло на рабочей подаче будет перемещаться слишком долго. Рабочая подача для цикла устанавливается с помощью F слова данных.
Цикл сверления с выдержкой – G82. Функционирует этот цикл аналогично стандартному циклу сверления G81, с единственной разницей в том, что при G82 на дне отверстия запрограммировано время ожидания (выдержка). Цикл сверления с выдержкой часто применяется для сверления глухих отверстий, так как запрограммированное время ожидания обеспечивает лучшее удаление стружки со дна отверстия. Адрес P устанавливает время ожидания на дне отверстия. Как правило, время выдержки указывается в мс. Например, в следующем кадре выполняется цикл сверления с выдержкой на дне отверстия равной 6.5 секунд:
G82 Х10.0 Y15.3 Z-3.0 P6500 R0.5 F50.
Цикл прерывистого сверления – G83. Прерывистое сверление часто используется при обработке глубоких отверстий. Если при обычном сверлении инструмент на рабочей подаче перемещается ко дну отверстия непрерывно, то в цикле прерывистого сверления инструмент поднимается вверх через определенные интервалы для удаления стружки. Если сверлить глубокое отверстие (глубина отверстия больше трех диаметров сверла), то есть вероятность, что стружка не успеет выйти из отверстия и инструмент сломается.
Формат кадра для цикла прерывистого сверления: G83 Х… Y… Z… Q… R… F….
Q адрес определяет относительную глубину каждого рабочего хода сверла.
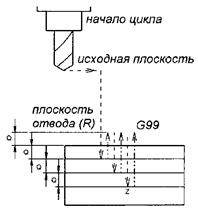
Рисунок 9 - Схема цикла прерывистого сверления
Циклы нарезания резьбы – G84, G74. В этом случае при каждой подаче оси Z на значение шага метчика, шпиндель поворачивается на один оборот. Когда метчик достигает дна отверстия, шпиндель, вращаясь в обратную сторону, выводит метчик из отверстия. УЧПУ самостоятельно синхронизирует подачу и скорость вращения шпинделя во избежание повреждения резьбы и поломки инструмента. Благодаря этому, нарезание резьбы можно выполнить без плавающего патрона с высокой скоростью и точностью.
Формат кадра для цикла нарезания резьбы: G84 Х… Y… Z… R… F….
Код G74 вызывает цикл нарезания резьбы при помощи метчика левой резьбы. Формат этого цикла аналогичен формату для G84. Единственная разница между двумя этими циклами заключается в направлении вращения шпинделя.
Стандартный цикл растачивания – G85. Операция растачивания применяется для получения отверстий высокой точности с хорошей чистотой поверхности. В качестве инструмента используется расточной патрон с настроенным на определенный радиус резцом. Формат для цикла G85 похож на формат цикла сверления: G98|99 G85 Х… Y… Z… R… F….
Цикл G85 выполняет перемещение расточного резца до дна отверстия на рабочей подаче с вращением шпинделя. Когда резец достигает дна, инструмент выводится из отверстия так же на рабочей подаче. Существует множество разновидностей цикла растачивания и в основном отличаются друг от друга поведением при выводе инструмента из обработанного отверстия.
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 8853; Нарушение авторских прав?; Мы поможем в написании вашей работы!