КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварные соединения
|
|
|
|
Сваркой называется процесс соединения деталей путем расплавления кромок. Сварка пришла на смену заклепочному соединению. Сварка бывает электрическая и газовая. Электросварка бывает дуговая и контактная. Наиболее распространена электродуговая сварка.
Достоинства: Недостатки:
• высокая прочность и плотность соединения; • сложное оборудование для сварки;
• высокая производительность рабочего • высокая квалификация сварки
• небольшой расход металла;
• возможность ремонта и реставрации деталей
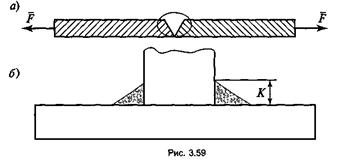 Сварные швы бывают стыковые (рис. 3.59, а) и валиковые (рис. 3.59, б). Для получения качественного шва необходимо отчистить детали от масел, грязи, ржавчины, краски и выполнить разделку кромок. Разделка кромок бывает: У-образная — при толщине свариваемых деталей до 12 мм;
Сварные швы бывают стыковые (рис. 3.59, а) и валиковые (рис. 3.59, б). Для получения качественного шва необходимо отчистить детали от масел, грязи, ржавчины, краски и выполнить разделку кромок. Разделка кромок бывает: У-образная — при толщине свариваемых деталей до 12 мм;
Х-образная — при толщине до 20 мм; U - образная — при толщине до 50 мм;
При толщине до 6 мм шов варится без разделки кромок.
Шов может быть одно- и многослойным. Сварочный ток
где dэл — диаметр электрода.
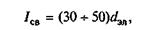
Расчет стыкового шва. Стыковой шов работает на растяжение (рис. 3.60). Нагрузка, которую может нести шов,
 г де А — площадь шва.
г де А — площадь шва.
 Допускаемое напряжение сварного шва
Допускаемое напряжение сварного шва
где коэффициент зависит от технологического процесса, обусловленного маркой электрода (при Э34 он равен 0,7; при Э42 — 0,8; при Э50 — 0,9).
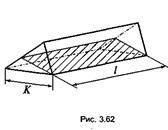
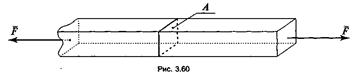 Расчет валикового шва. Валиковый шов работает на срез (рис. 3.61). Срез происходит по биссектору (рис. 3.62). Уравнение прочности шва
Расчет валикового шва. Валиковый шов работает на срез (рис. 3.61). Срез происходит по биссектору (рис. 3.62). Уравнение прочности шва

где К — высота катета; l — общая длина шва.
 Допускаемое напряжение среза сварного шва
Допускаемое напряжение среза сварного шва
где коэффициент зависит от марки электрода (при Э34 он равен 0,5» при Э42 - 0,6; при Э50 - 0,7).
Шов, направленный параллельно нагрузке, называется фланговым. Шов, направленный перпендикулярно нагрузке, называется лобовым. Лобовые швы делать не рекомендуется.
Полная длина шва 
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 810; Нарушение авторских прав?; Мы поможем в написании вашей работы!