КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оператор крепит деталь болтами, затягивая специальным ключом. 4 страница
Рис. 9.14
при этом мы значительно отстаем от конкурента А, а конкурент В достиг нашего уровня.
Во вторую очередь необходимо улучшать ИХ2, так как ее относительная важность 18,7%, техническая трудность невелика (1 балл) и можно догнать конкурента А по этому показателю.
В третью очередь необходимо инвестировать средства в улучшение ИХ5, так как по важности показатель находится на втором месте, мы отстаем от конкурента «А» и на одном уровне с конкурентом «В», но реализация проекта наиболее сложна.
При выборе решения необходимо определить целевые показатели параметров, которые можно после изготовления изделия проконтролировать.
9.1.12 Вопросы для самопроверки
1. На каком этапе ЖЦП используется методика QFD?
2. Охарактеризуйте современную концепцию маркетинга.
3. Какова последовательность выполнения QFD?
4. Назовите методы определения требований потребителей.
5. Каким методом определяется сравнительная важность требований потребителей?
6. Поясните понятие «инженерные характеристики».
7. Как определяется абсолютная важность инженерных характеристик?
8. Как определяется относительная трудность реализации улучшения инженерных характеристик?
9. Поясните применение бенчмаркинга в методике QFD.
10. На основании чего принимается решение об улучшении инженерных характеристик объекта?
9.2. Анализ причин и последствий отказов - FMEA
9.2.1. Общие сведения
Повышение требований заказчиков к надежности и безопасности изделий обусловили применение методов системного анализа объектов. Одним из таких методов является FMEA - анализ причин и последствий отказов (Failure Mode аnd Effects Analysis).
Появление этой методики связывают с космическими проектами NASA (1963 г.). С 1977 г. она получила широкое распространение после конгресса на фирме FORD. В феврале 1995 г. в США был опубликован совместный документ фирм «Крайслер Корпорейшн», «Форд Моторс Компании» и «Дженерал Моторс Корпорейшн» под названием «Анализ видов и последствий потенциальных отказов». В марте 1998 г. в третьем издании был опубликован стандарт QS-9000 «Требования к системам качества», в руководстве которого был описан метод анализа видов и последствий отказов.
В настоящее время метод FMEA широко используется в Японии, США и в странах Европейского Союза (ЕС).
В России разработан стандарт ГОСТ Р 51814.2 – 2001 [3], предназначенный для применения в автомобилестроении, но он может успешно применяться и в других отраслях. Основой данного стандарта является руководство «Анализ видов и последствий потенциальных отказов», входящее в систему методик к стандарту «QS – 9000. Требования к системам качества».
FMEA-анализ представляет собой технологию анализа возможности возникновения дефектов и их влияния на продукцию и потребителя.
Его задача – выявить те возможные несоответствия, дефекты, которые имеют наибольший показатель риска для потребителя. По результатам FMEA проводят предупреждающие действия.
Данная деятельность важна на этапе разработки конструкций или процессов для более полного удовлетворения потребителей.
Было замечено, что около 80% всех дефектов, которые возникают в процессе производства и эксплуатации, обусловлены недостатками разработки конструкции и конструирования, а также подготовки производства. Около 60% всех сбоев, которые возникают во время гарантийного срока эксплуатации, имеют свою причину в несовершенной разработке.
Известно правило 10 раз А.Фейгенбаума: затраты на исправление дефекта удесятеряются на каждом следующем этапе жизненного цикла продукции. Например, устранение дефекта изделия при его применении заказчиком стоит 100 условных единиц (у.е.). Если этот дефект выявляется на окончательном контроле на заводе-изготови-теле, его устранение стоит только 10 у.е. Если дефект обнаруживают еще раньше, например, при входном контроле закупленных деталей, то затраты составят 1 у.е.
Одним из наиболее важных факторов для успешного применения FMEA является фактор времени. Это означает, что действия должны быть осуществлены до того, как выявили дефект, а не после этого.
FMEA может исключить применение корректирующих действий или уменьшить их объем.
Метод FMEA позволяет проанализировать потенциальные дефекты, их причины и последствия, оценить риски их появления и необнаружения на предприятии и принять меры для устранения или снижения вероятности и ущерба от их появления. Это один из наиболее эффективных методов доработки конструкции технических объектов и процессов их изготовления на таких важнейших стадиях жизненного цикла продукции, как ее разработка и подготовка к производству.
На этапе доработки конструкции технического объекта перед утверждением конструкции или при улучшении имеющейся конструкции методом FMEA решают следующие задачи:
- определение «слабых» мест конструкции и принятие мер по их устранению;
- получение сведений о риске отказов предложенного и альтернативных вариантов конструкции;
- доработка конструкции до наиболее приемлемой с различных точек зрения: технологичности, удобства обслуживания, надежности и
т. д.;
- сокращение дорогостоящих экспериментов.
На этапе доработки производственного процесса перед его запуском или при его улучшении методом FMEA решают следующие задачи:
- обнаружение «слабых» мест технологических процессов и принятие мер по их устранению при планировании производственных процессов;
- принятие решений о пригодности предложенных и альтернативных процессов и оборудования при разработке технологических процессов;
- доработка технологического процесса до наиболее приемлемого с различных точек зрения, а именно: надежности, безопасности для персонала, обнаружения потенциально дефектных технологических операций и т. д.;
- подготовка серийного производства.
Метод FMEA рекомендуется применять при изменении условий эксплуатации технического объекта, требований заказчика, при модернизации конструкций или технологических процессов и т. п.
Метод FMEA может применяться также при принятии решений в отношении несоответствующей продукции (материалов, деталей, комплектующих изделий) в экономически обоснованных случаях.
Метод FMEA также может быть использован при разработке и анализе любых других процессов, например таких, как процессы продаж, обслуживания, маркетинга и др.
Методология FMEA рекомендуется как при проектировании новых технических объектов, так и при разработке модифицированных вариантов конструкции и (или) процесса производства технических объектов.
Методология FMEA полезна также при рассмотрении новых условий эксплуатации технического объекта или новых требований заказчика (потребителя) к этому объекту.
9.2.2. Принципы FMEA
Применение метода FMEA основано на следующих принципах.
9.2.2.1. Командная работа. Реализация метода FMEA осуществляется силами специально подобранной межфункциональной команды экспертов.
9.2.2.2. Иерархичность. Для сложных технических объектов или процессов их изготовления анализу подвергается как объект или процесс в целом, так и их составляющие; дефекты составляющих рассматриваются по их влиянию на объект (или процесс), в который они входят.
9.2.2.3. Итеративность. Анализ повторяют при любых изменениях объекта или требований к нему, которые могут привести к изменению комплексного риска дефекта.
9.2.2.4. Регистрация результатов проведения FMEA. В соответствующих отчетных документах должны быть зафиксированы результаты проведенного анализа и решения о необходимых изменениях и действиях.
Необходимые изменения и действия, указанные в отчетных документах, должны быть отражены в соответствующих документах в рамках действующей на предприятии системы качества.
9.2.3. Задачи, решаемые при проведении FMEA
В процессе FMEA решают следующие задачи:
- составляют перечень всех потенциально возможных видов дефектов технического объекта или процесса его производства, при этом учитывают как опыт изготовления и испытаний аналогичных объектов, так и опыт реальных действий и возможных ошибок персонала в процессе производства, эксплуатации, при техническом обслуживании и ремонте аналогичных технических объектов;
- определяют возможные неблагоприятные последствия от каждого потенциального дефекта, проводят качественный анализ тяжести последствий и количественную оценку их значимости;
- определяют причины каждого потенциального дефекта и оценивают частоту возникновения каждой причины в соответствии с предлагаемыми конструкцией и процессом изготовления, а также в соответствии с предполагаемыми условиями эксплуатации, обслуживания, ремонта;
- оценивают достаточность предусмотренных в технологическом цикле операций, направленных на предупреждение дефектов в эксплуатации, и достаточность методов предотвращения дефектов при техническом обслуживании и ремонте;
- количественно оценивают возможность предотвращения дефекта путем предусмотренных операций по обнаружению причин дефектов на стадии изготовления объекта и признаков дефектов на стадии эксплуатации объекта;
- количественно оценивают критичность каждого дефекта (с его причиной) приоритетным числом риска ПЧР и при высоком ПЧР ведут доработку конструкции и производственного процесса, а также требований и правил эксплуатации с целью снижения критичности данного дефекта.
При проведении FMEA наряду с предложенным вариантом конструкции или процесса производства рекомендуется анализировать также альтернативные варианты технических решений. Эти варианты рассматривают с целью снижения комплексного риска дефекта по ПЧР, снижения стоимости и повышения эффективности функционирования технического объекта или технологии его изготовления.
Методология анализа видов, причин и последствий дефектов предполагает организацию межфункциональной команды (FMEA-команды), состоящей из разных специалистов, знания которых необходимы при анализе и доработке конструкции объекта и (или) производственного процесса.
9.2.4. Виды FMEA
В случаях, когда при разработке технического объекта конструкцию и процесс производства разделять нецелесообразно, разработку конструкции и производственного процесса проводят совместно с применением общего FMEA.
В случаях, когда разрабатываемый технический объект предполагает сначала разработку конструкции этого объекта, а затем разработку процессов его производства, метод FMEA может быть разделен на два этапа: этап отработки конструкции (Dеsign FMEA, DFMEA или FMEA конструкции) и этап отработки производственного процесса (Process FMEA или PFMEA или FMEA процесса).
· FMEA конструкции
FMEA конструкции представляет собой процедуру анализа первоначально предложенной конструкции технического объекта и доработки этой конструкции в процессе работы соответствующей FMEA-команды.
FMEA конструкции проводят на этапе разработки конструкции технического объекта. Данный метод позволяет предотвратить запуск в производство недостаточно отработанной конструкции, помогает улучшить конструкцию технического объекта и заранее предусмотреть необходимые меры в технологии изготовления, предупреждая появление или (и) снижая комплексный риск дефекта за счет:
- коллективной работы разносторонних специалистов, входящих в DFMEA-команду;
- изначального и полного учета требований для изготовления компонентов, требований сборки, контроля при изготовлении, удобства обслуживания и т. д.;
- повышения вероятности того, что все виды потенциальных дефектов и их последствия будут рассмотрены в процессе работы DFMEA-команды;
- анализа полной и разносторонней информации при планировании эффективного испытания конструкции;
- анализа списка всех видов потенциальных дефектов, ранжированных по их влиянию на потребителя, при котором устанавливают систему приоритетов при проведении улучшений конструкции и программу испытаний;
- создания открытой формы для рекомендаций и прослеживания действий, снижающих риск возникновения дефектов;
- разработки рекомендаций, помогающих в дальнейшей деятельности по анализу совокупности требований, оцениванию изменений конструкции, а также при разработке последующих перспективных конструкций.
· FMEA процессов
PFMEA представляет собой процедуру анализа первоначально разработанного и предложенного (процесса) производства и доработки этого процесса в ходе работы соответствующей PFMEA-команды.
PFMEA проводят на этапе разработки производственного процесса, и это позволяет предотвратить внедрение в производство недостаточно отработанных процессов.
PFMEA позволяет:
- идентифицировать виды потенциальных дефектов процесса изготовления данного технического объекта, приводящих к дефектам данного технического объекта;
- оценить потенциальные реакции потребителя на соответствующие дефекты;
- идентифицировать потенциальные факторы процессов изготовления и сборки и вариации процесса, требующие усиленных действий для снижения частоты (вероятности) дефектов или для обнаружения условий дефектов процесса;
- составить ранжированный список потенциальных дефектов процесса, устанавливая этим систему приоритетов для рассмотрения корректирующих действий;
- документировать результаты процесса изготовления или сборки.
9.2.5. Состав FMEA-команд
FMEA-команда (межфункциональная команда) представляет собой временный коллектив из разных специалистов, созданный специально для цели анализа и доработки конструкции и (или) процесса изготовления данного технического объекта. При необходимости в состав FMEA-команды могут приглашаться опытные специалисты из других организаций.
В своей работе FMEA-команды применяют метод «мозгового штурма». Для эффективной работы все члены FMEA-команды должны иметь практический опыт и высокий профессиональный уровень. Этот опыт предполагает для каждого члена команды значительную работу в прошлом с аналогичными техническими объектами.
Рекомендуемое число участников FMEA-команды — от 4 до 8 человек. Полный состав участников FMEA-команды для работы с данным техническим объектом должен быть неизменным, однако в отдельные дни в работе FMEA-команды может принимать участие неполный ее состав, что определяется целесообразностью присутствия тех или иных специалистов при рассмотрении текущего вопроса.
Рекомендуется, чтобы члены DFMEA-команды в совокупности имели практический опыт в следующих областях деятельности:
- конструирование аналогичных технических объектов, различные конструкторские решения;
- процессы производства компонентов и сборки;
- технология контроля в ходе изготовления;
- техническое обслуживание и ремонт;
- испытания.
- анализ поведения аналогичных технических объектов в эксплуатации.
Рекомендуется, чтобы члены PFMEA-команды в совокупности имели практический опыт в следующих областях деятельности:
- конструирование аналогичных технических объектов;
- процессы производства компонентов и сборки; технология контроля в ходе изготовления;
- анализ работы соответствующих технологических процессов, возможные альтернативные технологические процессы;
- анализ частоты дефектов и контроля работы соответствующего оборудования и персонала.
В случае, когда этапы проектирования конструкции и процессов производства данного технического объекта разделять нецелесообразно, формируют общую FMEA-команду. Члены этой команды в совокупности должны иметь практический опыт во всех областях деятельности, перечисленных ранее.
В случае, когда для данного технического объекта отдельно формируют DFMEA-команду и PFMEA-команду, рекомендуется в их состав включать одни и те же физические лица следующих специальностей: конструктор, технолог, сборщик, испытатель, контролер.
В команде должен быть определен ведущий, которым может быть любой из членов команды, признаваемый остальными как лидер в рассматриваемых вопросах.
Профессионально ответственным в DFMEA-команде является конструктор, а в PFMEA-команде — технолог.
9.2.6. Основные этапы проведения FMEA
9.2.6.1. Ознакомление с предложенными проектами конструкции и (или) технологического процесса. Ведущий FMEA-команды представляет для ознакомления членам своей команды комплект документов по предложенному проекту конструкции или (и) проекту технологического процесса.
9.2.6.2. Определение видов потенциальных дефектов, их последствий и причин. Для конкретного технического объекта и (или) производственного процесса с его конкретной функцией определяют (пользуясь имеющейся информацией и предшествующим опытом) все возможные виды дефектов. Описание каждого вида дефекта заносят в протокол анализа видов, причин и последствий потенциальных дефектов, составленный, например, в виде таблицы.
Форма протокола должна быть предварительно выбрана и утверждена.
Примеры видов потенциальных дефектов технического объекта: растрескивание, деформация, люфт, течь, прокол, короткое замыкание, окисление, перелом.
Примеры видов дефектов технологического процесса: недостаточная толщина покрытия, пропуск операции установления шплинта, применение другого материала.
Примечание. Виды потенциальных дефектов следует описывать в физических или технических терминах, а не в виде внешних признаков (симптомов), заметных потребителю.
9.2.6.3. Для всех описанных видов потенциальных дефектов определяют их последствия на основе опыта и знаний FMEA-команды.
Примеры последствий дефектов: шум, неправильная работа, плохой внешний вид, неустойчивость, прерывистая работа, шероховатость, неработоспособность, плохой запах, повреждение управления.
Примечания:
1) для каждого вида дефектов может быть несколько потенциальных последствий, все они должны быть описаны;
2) последствия дефектов следует описывать признаками, которые может заметить и ощутить потребитель, причем имеется в виду, что потребитель может быть как внутренним (на последующих операциях создания объекта), так и внешним;
3) последствия дефектов следует излагать в конкретных терминах системы, подсистемы или компонента, подвергаемых анализу.
9.2.6.4. Для каждого последствия дефекта экспертно определяют балл значимости S при помощи таблицы баллов значимости. Балл значимости изменяется от 1 для наименее значимых по ущербу дефектов до 10 — для наиболее значимых по ущербу дефектов. Для конкретного предприятия эта таблица должна быть пересмотрена в соответствии со спецификой предприятия и конкретными последствиями дефектов.
Типовые значения баллов значимости S приведены в табл.9.1.
В дальнейшем при работе FMEA-команды и выставлении ПЧР используют один максимальный балл значимости S из всех последствий данного дефекта.
9.2.6.5. Для каждого дефекта определяют потенциальные причины. Для одного дефекта может быть выявлено несколько потенциальных причин, все они должны быть по возможности полно описаны и рассмотрены отдельно.
Таблица 9.1
Рекомендуемая шкала баллов значимости S для FMEA конструкции
| Влияние | Критерий влияния | Оценка |
| Катастро- фическое, неожидаемое | Очень высокая опасность, вызванная тем, что потенциальный дефект внезапно влияет на безопасность или приводит к несоответствию с требованиями | |
| Катастро- фическое, ожидаемое | Очень высокая опасность, вызванная тем, что потенциальный дефект прогнозируемым образом влияет на безопасность и/или приводит к несоответствию с требованиями | |
| Очень высокое | Неработоспособность изделия с потерей основных функций | |
| Высокое | Изделие является работоспособным, но уровень его функциональной способности понижен. Заказчик неудовлетворен | |
| Умеренное | Изделие является работоспособным, но при этом не работает оборудование, обеспечивающее комфорт и удобства. Заказчик ощущает дискомфорт. | |
| Слабое | Изделие является работоспособным, но при этом оборудование, обеспечивающее комфорт и удобства, имеет пониженный уровень функциональной способности. Заказчики испытывают некоторое неудовлетворение | |
| Очень Слабое | Подгонка и крепеж. Уровень шума оборудования не соответствует требованиям. Дефект ощущается большинством заказчиков | |
| Незначи- тельное | Подгонка и крепеж. Уровень шума оборудования не соответствует требованиям. Дефект ощущается средним заказчиком | |
| Крайне не- значительное | Дефект ощущается особо пристрастными заказчиками | |
| Отсутствует | Нет влияния |
Примеры причин дефектов: использован другой материал, неадекватное предположение о жизнеспособности конструкции, перегрузка, недостаточные возможности смазки, неполные инструкции по обслуживанию, слабая защита от неблагоприятных условий среды.
Причинами (механизмами) дефектов могут быть, например: текучесть, ползучесть, нестабильность материала, усталость, износ, коррозия.
9.2.6.6. Для каждой потенциальной причины дефекта экспертно определяют балл вероятности возникновения О. При этом рассматривается предполагаемый процесс изготовления и экспертно оценивается
частота данной причины, приводящей к рассматриваемому дефекту.
Балл вероятности возникновения изменяется от 1 для самых редко возникающих дефектов до 10 — для дефектов, возникающих почти всегда.
Типовые значения балла вероятности возникновения приведены в
табл. 9.2.
Таблица 9.2.
Рекомендуемая шкала О определения балла вероятности
возникновения дефекта (FMEA конструкции)
| Вероятность возникновения дефекта | Возможное значение вероятности | Балл |
| Очень высокая: дефект практически неизбежен | Чаще, чем 1 из 2 | |
| 1 из 3 | ||
| Высокая: повторяющиеся дефекты | 1 из 8 | |
| 1 из 20 | ||
| Незначительная: случайные дефекты | 1 из 80 | |
| 1 из 400 | ||
| 1 из 2000 | ||
| Низкая, относительно редкие дефекты | 1 из 15000 | |
| 1 из 150000 | ||
| Дефект маловероятен | Реже, чем 1 из 150000 |
9.2.6.7. Для данного дефекта и каждой отдельной причины определяют балл сложности обнаружения D для данного дефекта или его причины в ходе предполагаемого процесса изготовления.
Балл сложности обнаружения изменяется от 10 для практически не обнаруживаемых дефектов (причин) до 1 — для практически достоверно обнаруживаемых дефектов (причин).
Типовые значения балла обнаружения приведены в табл.9.3.
Таблица 9.3
Рекомендуемая шкала D для оценки сложности
обнаружения дефекта для FMEA конструкции
| Степень обнаружения | Критерии оценки | Балл |
| Практически невозможно | Существующий контроль не может обнаружить потенциальную причину, механизм и последствия дефекта, или контроль не проводится | |
| Очень маловероятно | Очень маловероятно, что контроль обнаружит потенциальную причину или дефект | |
| Маловероятно | Маловероятно, что контроль обнаружит дефект или причину | |
| Очень низкая | Очень низкие шансы, что контроль обнаружит потенциальную причину, механизм и последствия дефектов | |
| Низкая | Низкие шансы того, что контроль обнаружит потенциальную причину, механизм и последствия дефектов | |
| Умеренная | Умеренные шансы того, что контроль обнаружит потенциальную причину, механизм и последствия дефектов | |
| Средняя | Средние шансы того, что контроль обнаружит потенциальную причину, механизм и последствия дефектов | |
| Высокая | Высокие шансы того, что контроль обнаружит потенциальную причину, механизм и последствия дефектов | |
| Очень высокая | Очень высокая вероятность того, что контроль обнаружит потенциальную причину, механизм и последствия дефектов | |
| Практически всегда | Контроль практически всегда обнаруживает потенциальную причину, механизм и последствия дефектов |
9.2.6.8. После получения экспертных оценок S, О, D вычисляют приоритетное число риска ПЧР по формуле
ПЧР = SxOxD. (9.1)
Рекомендуемые значения балла сложности обнаружения D
Составляют перечень дефектов/причин, для которых значение ПЧР превышает ПЧР*. Именно для них и следует далее вести доработку конструкции и (или) производственного процесса.
Для каждого дефекта/причины с ПЧР > ПЧР* команда должна предпринимать усилия к снижению этого расчетного показателя посредством доработки конструкции и (или) производственного процесса.
9.2.6.9. После того, как действия по доработке определены, необходимо оценить и записать значения баллов значимости S, возникновения О и обнаружения D для нового предложенного варианта конструкции и (или) производственного процесса. Следует проанализировать новый
предложенный вариант и подсчитать и записать значение нового ПЧР.
Все новые значения ПЧР следует рассмотреть, и если необходимо дальнейшее их снижение, повторить предыдущие действия.
9.2.6.10. Ответственный за разработку конструкции и (или) производственного процесса инженер должен подтвердить, что все предложения членов команды по доработке были рассмотрены.
9.2.6.11. В конце работы FMEA-команды должен быть составлен и подписан протокол, в котором отражают основные результаты работы команды, включающие, как минимум:
- состав FMEA-команды;
- описание технического объекта и его функций;
- перечень дефектов или причин;
- экспертные баллы S, O, D и ПЧР для каждого дефекта;
- предложения команды по предупреждающим действиям;
- экспертные баллы для переработанного варианта.
При необходимости прилагают соответствующие расчеты, графики, чертежи.
9.2.7. Пример FMEA конструкции
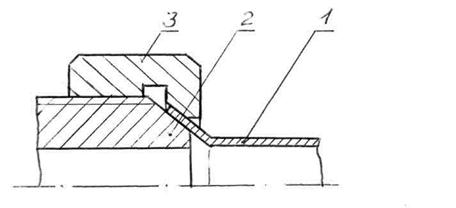
FMEA-команда работает над совершенствованием конструкции гидравлического устройства. Рабочая жидкость – масло индустриаль-ное. Проводится анализ герметичности места соединения медной трубки со штуцером. На рис. 9.15 приведена схема анализируемого узла.
|
Рис.9.15
В первоначальной конструкции конец медной трубки 1 развальцован на конус и сопрягается с конической поверхностью штуцера 2. При затяжке накидной гайки 3 развальцованный конец трубки прижимается к конической поверхности штуцера, чем должна обеспечиваться герметичность.
Эксперты рассматривают один из возможных потенциальных дефектов данной конструкции – течь масла. Выясняют последствия и причины возможной течи.
Наиболее важным местом исследования является выявление вероятных причин возникновения дефекта, чтобы предпринять какие-либо предупреждающие действия.
В данном случае эксперты выявили три причины возможного дефекта. Во-первых, угол конусности торца штуцера и развальцованной трубки может не совпадать, при затяжке накидной гайки отгибы трубки будут деформироваться, что может привести к разрушению седла, т.е. места сопряжения конусов, при этом течь непременно возникнет.
Во-вторых, геометрия сопряжения может отличаться от идеальной, т.е. конические поверхности могут иметь некруглое сечение, при этом в сопряжении могут возникнуть зазоры при недостаточной затяжке гайки.
В-третьих, эксперты обнаружили, что доступ к натяжной гайке затруднен из-за конструкции корпуса гидравлического устройства, что может не позволить хорошо затянуть гайку и требует специального ключа.
В этом случае необходимо изменить конструкцию корпуса, что влечет за собой увеличение времени проектирования, возможное переконструирование целого ряда деталей.
|
|
Дата добавления: 2014-01-07; Просмотров: 513; Нарушение авторских прав?; Мы поможем в написании вашей работы!