КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Организация вспомогательных цехов и обслуживающих хозяйств
|
|
|
|
Работы по техническому обслуживанию производства на предприятиях выполняются вспомогательными цехами и обслуживающими хозяйствами производственного назначения. Из них наиболее важное значение имеют ремонтное, энергетическое, инструментальное, транспортное и складское хозяйства. Организация работы этих хозяйств непосредственно влияет на показатели производственно-хозяйственной деятельности предприятия и качество выпускаемой продукции.
Организация ремонтного хозяйства
Длительность межремонтного цикла для легких и средних металлорежущих станков определяется по формуле:

где 24000 - нормативный ремонтный цикл, станко-часов;
βп - коэффициент, учитывающий тип производства (для массового и крупносерийного
βп = 1, для серийного -1,3, мелкосерийного и единичного - 1,5);
βм - коэффициент, учитывающий свойства обрабатываемого материала (при обработке конструкционных сталей βм = 1, чугуна и бронзы - 0,8, высокопрочных сталей - 0,7);
βу - коэффициент, учитывающий условия эксплуатации оборудования (при нормальных условиях работы в механических цехах βу = 1, в запыленных цехах и с повышенной влажностью - 0,7);
βт - коэффициент, отражающий группу станков (для легких и средних станков βт =1)
Длительность межремонтного периода рассчитывается по формуле:
Где dc и dм - соответственно число средних и текущих (малых) ремонтов в течение межремонтного цикла.
Длительность межосмотрового периода для станков определяется по формуле:
где do - число осмотров в течение межремонтного цикла.
Длительность межремонтного цикла может быть определена по формулам (или-или):
 или
или 
Общий годовой объем ремонтных работ определяется по формуле:
|
|
|

где tk, tc, tм,to - суммарная трудоемкость (слесарных, станочных и прочих работ) соответственно капитального, среднего, текущего ремонтов и осмотров на одну единицу ремонтной сложное та, нормо-ч;
R - количество единиц ремонтной сложности 1-й единицы оборудования (механической
части),р.е.;
Wрмi- число единиц оборудования 1-го наименования, шт.
Если объем работ определяют раздельно по видам (слесарные, станочные и прочие), то используют соответствующие нормы времени на одну ремонтную единицу по всем видам планово-предупредительных ремонтов.
Годовой объем работ по межремонтному обслуживанию определяется по формуле:
где Fэ - годовой эффективный фонд времени работы одного рабочего, ч;
Ксм - число смен работы обслуживаемого оборудования;
Wн.о - норма обслуживания ремонтных единиц при выполнении станочных (Wн.о ст), слесарных (Wн.о смазочных (Wн.о см) и шорных (Wн.о ш) работ на одного рабочего в смену.
Расчет численности слесарей, необходимых для выполнения ремонтных работ и межремонтного обслуживания, производится по видам работ:
 ;
; 
 и
и  - трудоемкость слесарных работ соответственно для выполнения ремонтных работ и монотонного обслуживания, нормо-ч;
- трудоемкость слесарных работ соответственно для выполнения ремонтных работ и монотонного обслуживания, нормо-ч;
К в.н - коэффициент выполнения норм времени.
Аналогично производятся расчеты численности ремонтного и межремонтного персона станочным и прочим видам работ.
Число единиц оборудования (станков), необходимых для выполнения станочных работ ремонтному и межремонтному обслуживанию, рассчитывается по формуле:
где Fэ - годовой эффективный фонд времени работы одного станка в одну смену, ч
Потребность цеха в материалах для ремонта определяется по формуле:

где kом - коэффициент, учитывающий расход материала на осмотры и межремонтное обслуживание,
gм - норма расхода материала на один капитальный ремонт оборудования на одну ремонтную единицу;
 - сумма ремонтных единиц агрегатов, подвергаемых в течение года соответственно капитальному, среднему и текущему ремонтам,
- сумма ремонтных единиц агрегатов, подвергаемых в течение года соответственно капитальному, среднему и текущему ремонтам,
|
|
|
L - коэффициент, характеризующий соотношение нормы расхода материала при среднем и капитальном ремонтах,
В - коэффициент, характеризующий соотношение нормы расхода материала при текущем и капитальном ремонтах
Нормы запаса однотипных деталей для группы однотипного оборудования определяются по | формуле:
где Дд - число одного наименования деталей для данного типа оборудования, шт;
Тц - длительность цикла изготовления партии однотипных деталей или получения партии деталей со стороны, дней;
tсл - срок службы деталей, дней;
kсз - коэффициент снижения запаса однотипных деталей, зависящий от их количества в одномодельных агрегатах (принимается по практическим данным службы главного механика предприятия)
Максимальный запас не должен превышать трехмесячного расхода сменных деталей одного наименования.
Организация энергетического хозяйства
Количество расходуемого топлива для производственных нужд предприятия (термической обработки металла, плавки металла, сушки литейных форм, стержней и т.д.) определяется по формуле:

где q - норма расхода условного топлива на единицу выпускаемой продукции,
N - объем выпуска продукции за расчетный период времени в соответствующих единицах измерения (т, шт и тд),
kэ - калорийный эквивалент применяемого вида топлива
Расход топлива для отопления производственных, административных и других зданий определяется по формуле:
где qт - норма расхода тепла на 1 м3 здания при разности между наружной и внутренней температурами в1 °С, ккал/ч (1 ккал = 4,1868 103 Дж),
t0 - разность между наружной и внутренней температурами отопительного периода, °С,
Fд - продолжительность отопительного периода, ч,
Vзд - объем здания (по наружному его обмеру), м3,
Ку - теплота сгорания условного топлива (7000 ккал/кг),
 к - коэффициент полезного действия котельной установки (к = 0,75)
к - коэффициент полезного действия котельной установки (к = 0,75)
Расход электроэнергии Рэл(кВт • ч) для производственных целей (плавка, термообработка, свар-и тд) рассчитывается по формуле:
где Wy - суммарная установленная мощность электромоторов оборудования, кВт,
Fэ- эффективный фонд времени работы потребителей электроэнергии за плановый период (месяц, квартал, год)ч
|
|
|
Кз.о - коэффициент загрузки оборудования,
Kо - средний коэффициент одновременной работы потребителей электроэнергии;
|ŋс - коэффициент полезного действия питающей электрической сети,
ŋд - коэффициент полезного действия установленных электромоторов
Расход электроэнергии для производственных целей можно определить также по формулам:
 или
или 
 ŋ с - коэффициент спроса потребителей электроэнергии,
ŋ с - коэффициент спроса потребителей электроэнергии,
cos - коэффициент мощности установленных электродвигателей,
- коэффициент мощности установленных электродвигателей,
К - коэффициент машинного времени электро-приёмников (машинное время работы оборудования).
- коэффициент машинного времени электро-приёмников (машинное время работы оборудования).
Коэффициент спроса потребителей электроэнергии определяется по формуле

Расход электроэнергии для освещения помещений рассчитывается по формулам
 или
или 
где Ссв - число светильников (лампочек) на участке, в цехе, на предприятии, шт,
Рср - средняя мощность одной лампочки, Вт,
h - норма освещения 1 м2 площади (по ГОСТу),
Sз - площадь здания, м2
Расход пара для производственных целей определяется на основе удельных норм расхода соответствующего потребителя Например, на обогрев сушильных камер (на 1 т обогреваемых деталей) периодического действия расходуется 100 кг/ч; для непрерывно действующих сушильных камер (конвейерных) - 45-75 кг/ч.
Расход пара для отопления здания определяется по формуле:

где qп - расход пара на 1 м3 объема здания при разности между наружной и внутренней температурами 1 °С,
t0 - теплосодержание пара (принимается 540 ккал/кг)
Расход сжатого воздуха для производственных целей Qв (м3) определяется по формуле:
где 1,5 - коэффициент, учитывающий потери сжатого воздуха в трубопроводах и местах неплотного их соединения,
d - расход сжатого воздуха при непрерывной работе воздухоприёмника, м3/ч,
Kи- коэффициент использования воздухоприёмника во времени,
т - число наименований воздухоприемников.
Расход воды для производственных целей можно определить по нормативам исходя из часового расхода Например, часовой расход воды на промывку деталей в баках составляет 200 л Для некоторых производственных целей (для охлаждающих жидкостей) количество воды определяется по формуле:
|
|
|

где qв - часовой расход воды на один станок, л.
Организация инструментального хозяйства
Расход режущего инструмента определенного типоразмера Кр (шт.) рассчитывается по формуле:
где N - число деталей, обрабатываемых данным инструментом по годовой программе, шт.;
tм - машинное время на 1 деталеоперацию, мин.
hи - число инструментов, одновременно работающих на станке, шт.;
tизн - машинное время работы инструмента до полного износа, ч;
R - коэффициент преждевременного износа инструмента (принимается R = 0,05).
Машинное время работы инструмента до полного износа определяется по формуле:
где L - допустимая величина стачивания рабочей части инструмента при заточках, мм;
l - средняя величина снимаемого слоя при каждой заточке, мм;
lст - стойкость инструмента, машинное время его работы между двумя переточками, ч.
Расход инструмента может быть установлен на основе нормы расхода на какую-либо расчетную единицу (например, на 1000 деталей):

где kр - норма расхода инструмента на paсчётную единицу;
nп - число деталей, принятое за расчетную единицу, шт.
В единичном и мелкосерийном производствах расход инструмента может быть определен по формуле:

где kм - коэффициент машинного времени;
kуц - коэффициент участия данного инструмента в обработке деталей.
Потребность в мерительном инструменте kми (шт.) рассчитывается по формуле:
где ав - число измерений на одну деталь;
nвк- выборочность контроля, дес. долей;
nпри - количество измерений, выдерживаемых данным инструментом до полного износа.
Для калибров и скоб норма износа определяется по формуле:

где V - коэффициент допустимого средневероятного износа мерителя (Т» 0,7);
аg - величина допустимого износа мерителя по ГОСТу, мкм;
В - норма стойкости мерителя (число измерений на 1 мкм износа мерителя);
ар - допустимое число ремонтов мерителя до полного износа (ар = 2).
Величина потребности матриц штампа определяется по формуле:

где nш - норма износа матрицы штампа;
L - величина допустимого стачивания матрицы, мм;
/ - средний слой металла, снимаемого при переточке, мм;
U - число ударов между двумя переточками;
kш - коэффициент, учитывающий снижение стойкости штампа после переточки.
Размер цехового оборотного фонда инструмента 2ц определяется по формуле:

где hрм - количество инструментов, находящихся на рабочих местах, шт.;
hрз - количество режущих инструментов, находящихся в заточке и на восстановлении, шт.;
hк - количество режущих инструментов, находящихся в инструментально-раздаточных кладовых, шт.
Количество инструментов на рабочих местах при их периодической подаче определяется по формуле:
где Тм - период между подачами инструмента к рабочим местам, ч;
Тс - период между сменами инструмента на станке, ч;
hn - число инструментов, одновременно применяемых на одном рабочем месте;
kз - коэффициент резервного запаса инструмента на каждом рабочем месте (как правило, kз = 1, а на многорезцовых станках kз = 2 - 4).
Периодичность смены инструмента определяется по формуле:

где tшт - штучное время на операцию, мин.
Количество инструментов, находящихся в заточке, рассчитывается по формуле:

где tз - время от поступления инструмента с рабочего места в инструментально-раздаточную кладовую до возвращения его из заточки, ч (для простого инструмента tз = 8 ч, а для сложного tз=16 ч).
Количество режущих инструментов, находящихся в запасе в инструментально-раздаточной кладовой, определяется по формуле:
де Qр - среднесуточный расход инструментов за период между очередными поступлениями их из центрального инструментального склада, шт. (Qp = Кр: 360);
kз - коэффициент резервного (страхового) запаса инструмента в инструментально-раздаточной кладовой (принимается kз= 0,1);
tи- период между поставками инструмента из центрального инструментального склада в инструментально-раздаточную кладовую цеха (как правило, поставки производят два раза в месяц, т.е. tи = 15 дней).
Норма запаса инструментов на центральном инструментальном складе устанавливается в соответствии с системой "минимум - максимум" (рис. 1).
По этой системе создаются три нормы запаса:
1) минимальная норма запаса Zmin создается по фактическим данным в зависимости от величины расхода инструмента на случай задержки исполнения заказа на изготовление инструмента или перерасхода его цехами

2) норма запаса, соответствующая точке, при достижении которой выдается заказ на изготовление или приобретение очередной партии инструмента
То -период времени между моментом выдачи заказа и поступлением инструмента на центральный инструментальный склад, дней;
Qp -среднедневной расход инструмента за период исполнения заказа;
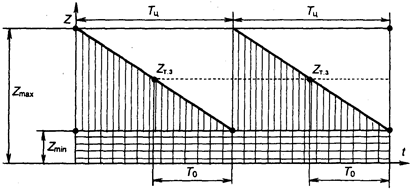
Рис. 1. График изменения запаса инструментов на центральном инструментальном складе по системе "минимум - максимум"
3) максимальная норма запаса Zmax достигается в момент поступления заказа инструмента и определяется по формуле:
 (5)
(5)
где Тц - время между двумя поступлениями партий инструмента (длительность цикла), дней.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 456; Нарушение авторских прав?; Мы поможем в написании вашей работы!