КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности резания жаропрочных и нержавеющих сталей и сплавов
|
|
|
|
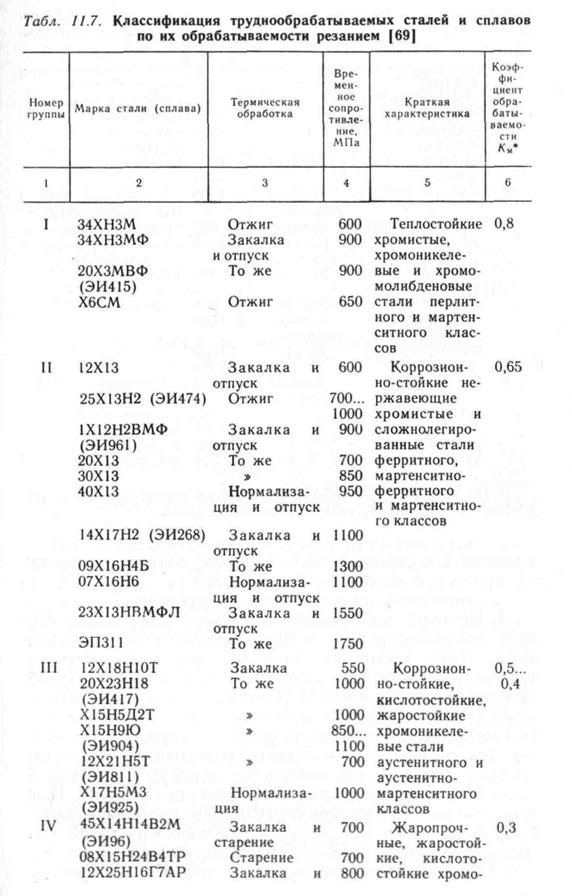
По своим физико-механическим свойствам жаропрочные, жаростойкие и нержавеющие стали и сплавы имеют много общего, что обусловливает их технологические качества. В зависимости от химического состава и с целью обеспечения удовлетворительной обрабатываемости резанием труднообрабатываемые стали и сплавы имеют различную структуру: ферритную, мартенситно-ферритную, аустенитную и аустенитно-мартенситную. В связи с этим стали подразделяются на классы (табл. 11.7). Например, жаропрочные и жаростойкие стали чаще всего относятся к аустенитному классу. Структура таких сталей представляет твердый раствор аустенита с гранецентрированной кристаллической решеткой. Кроме того, большая часть деформируемых жаропрочных сплавов относится к типу дисперсионно-твердеющих. Высокая дисперсность структуры повышает сопротивление ползучести сплавов и препятствует возникновению и развитию процессов скольжения.
Худшая обрабатываемость жаропрочных и нержавеющих сталей и сплавов по сравнению со сталью 45 определяется их физико-механическими характеристиками, химическими свойствами, структурой, теплофизическими показателями. Рассмотрим некоторые свойства жаропрочных и нержавеющих материалов, затрудняющие их механическую обработку.
К таким свойствам относятся следующие.
1. Высокое упрочнение материала в процессе его деформирования резанием. Жаропрочные и нержавеющие стали чаще всего относятся к сталям аустенитного класса, имеющим кристаллиты с гранецентрированной кристаллической решеткой. Поэтому сплавы аустенитного класса характеризуются низким пределом текучести при том же временном сопротивлении, т. е. они весьма пластичны. Чем более пластичен материал, и тем большие работу и силы резания надо затратить на снятие одного и того же объема такого материала.
Исследования микротвердости корней стружки показали, что при точении стали Х18Н10Т она примерно в два раза больше, чем у недеформированного металла; относительное упрочнение для сплавов IV и V групп составляет 50...60 %, что значительно ниже этих же значений при обработке конструкционных материалов.
2. Жаропрочные и нержавеющие стали и сплавы имеют низкую теплопроводность по сравнению с конструкционными материалами (табл. 11.8).

При их обработке выделяется значительное количество теплоты, резко возрастает уровень температур в зоне резания. Это способствует активизации адгезионных и диффузионных процессов, интенсифицирует изнашивание рабочих поверхностей инструментов, снижает уровень VT. Как следствие, использование твердых сплавов в качестве инструментального материала не всегда возможно, а применение быстрорежущих инструментов оправдано лишь при малых скоростях резания. При увеличении скорости температура резания превышает предел теплостойкости инструментального материала и инструмент быстро выходит из строя. Повышению производительности обработки указанных материалов и уровня стойкости инструмента способствует применение соответствующе подобранных СОЖ.
3. Способность рассматриваемых материалов сохранять исходную прочность и твердость при повышенных температурах приводит к тому, что в процессе резания инструмент испытывает высокие удельные нагрузки. Весьма слабое разупрочнение жаропрочных и нержавеющих материалов при нагреве до высоких температур приводит к тому, что на передней поверхности режущего инструмента действуют высокие удельные нагрузки (до 5000...9000 МПа), соответствующие нагрузкам, возникающим при обработке закаленных конструкционных сталей с 61...65 HRC3. Этому обстоятельству способствуют значительно более высокие по сравнению с конструкционными сталями коэффициенты трения на контактных площадках, обусловленные интенсивным адгезионным взаимодействием. Высокое химическое сродство обрабатываемого и инструментального материалов вызывает их схватывание и даже разрушение контактных площадок. Наибольшую способность к адге-зии имеют металлы, обладающие повышенной пластичностью, с атомными диаметрами, различающимися не более чем на 15...18 % (например, железо—хром, железо—медь).
4. Большая истирающая способность жаропрочных и нержавеющих сталей и сплавов обусловлена наличием в них, кроме фазы твердого раствора, еще и второй фазы, когда образуются интерметаллидные или карбидные включения. Последние, подобно абразиву, истирают инструмент, вызывая ускоренное изнашивание его кромок. В процессе пластической деформации жаропрочных и нержавеющих материалов происходит выделение карбидов, твердость которых приближается к твердости твердых сплавов групп ВК и ТК. Вследствие этого резко возрастает истирающая способность жаропрочных и особенно литых на никелевой основе сплавов. Им присущи значительная разнозернистость и неравномерность выделения карбидов и интерметаллидной фазы после их ковки, прокатки и особенно литья. Наличие таких зон приводит к резкому возрастанию сил резания и температуры, что в значительной степени сказывается на затуплении и разрушении режущих кромок инструмента.
При обработке сплавов предъявляются особые требования к прочностным характеристикам и износостойкости режущего инструмента. Рабочие поверхности его лезвий должны быть тщательно доведены и подвергнуты специальной химической обработке с целью образования на них прочных пленок, снижающих коэффициент трения.
5. Пониженная виброустойчивость при резании нержавеющих и жаропрочных материалов обусловлена их высокой упрочняемостью при неравномерной пластичной деформации. Возникновение вибраций приводит к микро-и макровыкрашиванию режущих кромок инструментов. Эти явления усиливаются из-за наличия схватывания сходящей стружки с передней поверхностью.
Учитывая рассмотренные особенности, физическую сущность процесса резания нержавеющих и жаропрочных материалов можно свести к следующему: вначале инструмент врезается в неупрочненный металл и под его воздействием происходит пластическая деформация слоя металла, сопровождаемая поглощением прикладываемой извне энергии. Срезаемый слой металла при этом упрочняется и становится хрупким, а затем происходит сдвиг и образование элемента стружки. Ввиду малой теплопроводности обрабатываемого материала теплота резания концентрируется в зоне снятия стружки и способствует активизации процессов адгезии и диффузии, вызывая тем самым разрушение режущих кромок инструмента. Указанные явления наряду с повышенными абразивными и механическими свойствами нержавеющих и жаропрочных материалов при высокой температуре, а также переменное воздействие этих факторов, обусловленное вибрациями, интенсифицируют процесс изнашивания режущих инструментов.
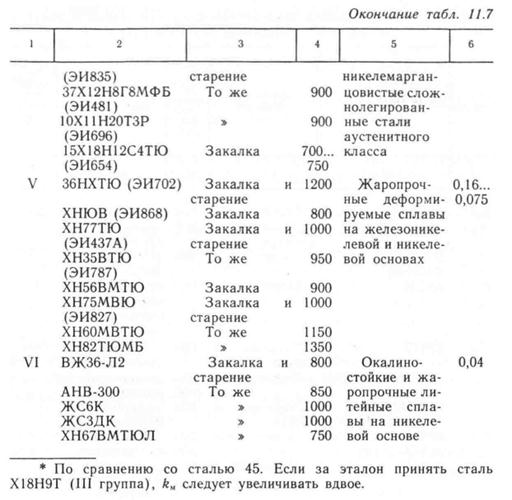
Указанные особенности жаропрочных и нержавеющих сталей и сплавов резко ухудшают их обрабатываемость резанием по сравнению с обычными конструкционными сталями и чугунами. Скорость резания с повышением
жаропрочности труднообрабатываемых сталей и сплавов снижается до 10…20 раз по сравнению с обработкой обычной конструкционной стали 45 (см. табл. 11.7). При этом в 1,5—2,5 раза возрастают силы резания, что является причиной более высоких температур в зоне резания, а также небольших периодов стойкости режущего инструмента.
При повышении уровня легирования рассматриваемых материалов их обрабатываемость резко ухудшается. Если скорость резания при обработке нержавеющей стали 20X13 твердосплавным и быстрорежущим инструментами соответственно не превышает 150 и 30 м/мин, скорость резания при обработке сплава ЖС6К. на никелевой основе твердосплавным инструментом не больше 10...20 м/мин, а быстрорежущим 0,5...1 м/мин.
Для повышения обрабатываемости этих сплавов используется предварительная термообработка заготовок — отжиг или отпуск, в результате чего из твердого раствора выделяются вторичные фазы и уменьшается интенсивность упрочнения материалов.
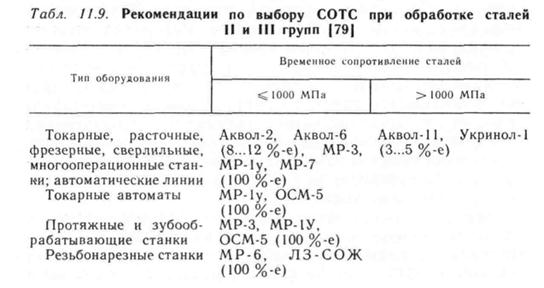
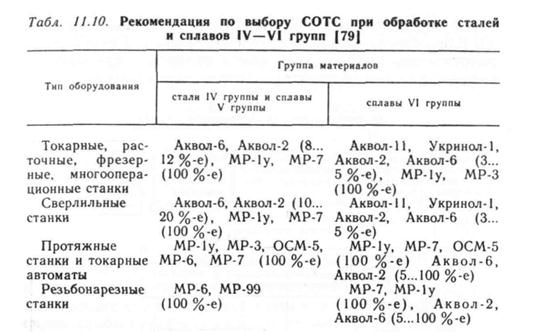
Весьма эффективно также использование технологических сред (табл. 11.9, 11.10).
Правильный выбор СОТС может повысить период стойкости инструмента в 1,5—3 раза, снижает высоту микронеровностей до 1,5 раза.
Преобладающим видом изнашивания инструментов при обработке сталей и сплавов IV и V групп является адгезионно-усталостное. В этом случае необходимо применять СОТС с повышенной смазывающей способностью. При обработке сплавов VI группы преобладает абразивное изнашивание и, как следствие, часто применяются более дешевые и гигиенические водные СОТС.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2108; Нарушение авторских прав?; Мы поможем в написании вашей работы!