КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция 22. Особенности резания титановых сплавов
|
|
|
|
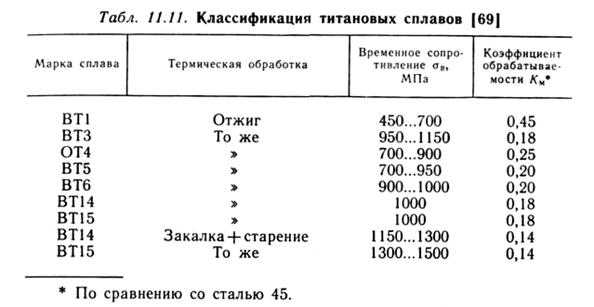
Титановые сплавы широко используются в современной технике, поскольку их высокие механические свойства и коррозионная стойкость сочетаются с малым удельным весом. Разработаны сплавы различного состава и свойства, например: технически чистый титан (ВТ1, ВТ2), сплавы систем титан—алюминий (ВТ5), титан—алюминий—марганец (ВТ4, ОТ4), титан—алюминий—хром— молибден (ВТЗ) и др. По общей классификации труднообрабатываемых материалов титановые сплавы сведены в VII группу (табл. 11.11).
Так же, как нержавеющие и жаропрочные стали и сплавы, титановые сплавы имеют ряд особенностей, обусловливающих их низкую обрабатываемость.
1. Малая пластичность, характеризуемая высоким коэффициентом упрочнения, примерно в два раза большим, чем у жаропрочных материалов. Вместе с тем механические характеристики титановых сплавов по сравнению с жаропрочными меньше. Пониженные пластические свойства титановых сплавов в процессе их деформации способствуют развитию опережающих микро- и макротрещин.
Образуемая стружка по внешнему виду напоминает сливную, имеет трещины, разделяющие ее на очень слабо деформированные элементы, прочно связанные тонким и сильно деформированным контактным слоем. Образование такой стружки объясняется тем, что с увеличением скорости пластическая деформация при высоких температуре и давлении протекает в основном в контактном слое, не затрагивая срезаемый слой. Поэтому при высоких скоростях резания образуется не сливная, а элементная стружка.
Углы сдвига при резании титановых сплавов достигают 38...44°, в этих условиях при скоростях резания, больших 40 м/мин, возможно образование стружки с коэффициентом укорочения K l < 1, т. е. стружка имеет большую длину, чем путь резания. Подобное явление объясняется высокой химической активностью титана.
Пониженная пластичность приводит к тому, что при обработке титановых сплавов сила РZ примерно на 20 % ниже, чем при обработке сталей, а силы Ру и Рх — выше. Это различие указывает на характерную особенность титановых сплавов — силы резания на задней поверхности при их обработке относительно больше, чем при обработке сталей. Как следствие, при увеличении износа силы резания, особенно Ру, резко возрастают.
2. Высокая химическая активность к кислороду, азоту, водороду. Это вызывает интенсивное охрупчивание поверхностного слоя сплавов вследствие диффузии в него атомов газов при повышении температуры. Насыщенная атмосферными газами стружка теряет пластичность и в этом состоянии не подвергается обычной усадке.
Высокая активность титана по отношению к кислороду и азоту воздуха в 2…3 раза снижает площадь контакта стружки с передней поверхностью инструмента, что не наблюдается при обработке конструкционных сталей. Вместе с тем окисление контактного слоя стружки повышает ее твердость, увеличивает контактные напряжения и температуру резания, а также повышает интенсивность изнашивания инструмента.
3. Титановые сплавы имеют чрезвычайно плохую теплопроводность, более низкую, чем у жаропрочных сталей и сплавов. Как следствие, при резании титановых сплавов возникает температура, более чем в 2 раза превышающая уровень температур при обработке стали 45.
Высокая температура в зоне резания вызывает интенсивное наростообразование, схватывание обрабатываемого материала с материалом инструмента и появление задиров на обработанной поверхности.
4. Вследствие содержания в титановых сплавах нитридов и карбидов материал режущего инструмента в сильной степени подвержен абразивному воздействию. Однако при повышении температуры титановые сплавы сильнее снижают свою прочность, чем нержавеющие и жаропрочные стали и сплавы. Обработка резанием по корке многих кованых, прессованных или литых заготовок из титановых сплавов затруднена дополнительным абразивным воздействием на режущие кромки инструмента неметаллических включений, оксидов, сульфидов, силикатов и многочисленных пор, образующихся в поверхностном слое. Неоднородность структуры снижает виброустойчивость процесса обработки титановых сплавов. Эти обстоятельства, а также концентрация значительного количества теплоты в пределах небольшой площадки контакта на передней поверхности приводят к преобладанию хрупкого изнашивания с периодическим скалыванием по передней и задней поверхностям и выкрашиванию режущей кромки. При высоких скоростях резания интенсифицируется тепловое изнашивание, на передней поверхности резца развивается лунка. Во всех случаях, однако, лимитирующим является износ его задней поверхности.
Уровень скорости резания VT при обработке титановых сплавов в 2,5…5 раз ниже, чем при обработке стали 45 (см. табл. 11.11).
5. При обработке титановых сплавов особое внимание необходимо уделять вопросам техники безопасности, так как образование тонкой стружки и тем более пыли может привести к ее самовоспламенению и интенсивному горению. Кроме того, пылеобразная стружка вредна для здоровья. Поэтому не допускается работа с подачами менее 0,08 мм/об, использование затупленного инструмента с износом более 0,8...1,0 мм и со скоростями резания более 100 м/мин, а также скопление стружки в большом объеме (исключение делается для сплава ВТ1, обработка которого разрешается при скоростях резания до 150 м/мин).
При обработке титановых сплавов широко используются технологические среды (табл. 11.12).
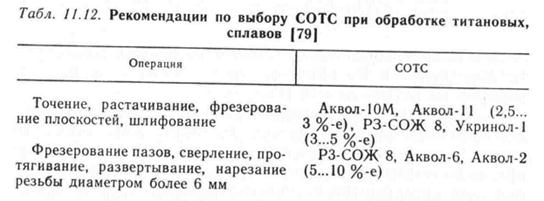 |
Правильный выбор СОТС может повысить период стойкости инструмента в 1,5…3 раза, снизить высоту микронеровностей в 1,5…2 раза. Характерной особенностью использования СОТС при обработке титановых сплавов является малая эффективность присадок, содержащих серу, азот, фосфор, поскольку эти элементы хорошо растворимы в титане. Гораздо более эффективны в качестве присадок галогены, и в первую очередь йод.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 564; Нарушение авторских прав?; Мы поможем в написании вашей работы!