КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Фрезерование
|
|
|
|
Технологические требования к конструкциям деталей, обрабатываемых сверлением
К конструкциям деталей, обрабатываемых сверлением, предъявляется ряд требований, обеспечивающих их технологичность при обработке. Технологичной является конструкция детали:
- у которой отверстия выполняются сквозными, если к ним предъявляются высокие требования по точности;
-форма и размеры дна глухих отверстий соответствуют форме и размерам стандартного сверла;
-поверхность, в которую врезается сверло, перпендикулярна направлению его движения;
-отсутствуют глубокие сквозные, глухие отверстия с выточками;
-отверстия в детали с несколькими соосными отверстиями должны располагаться так, чтобы их диаметры уменьшались в одном направлении.
Фрезерование – один из высокопроизводительных и распространенных методов обработки поверхностей заготовок многолезвийным режущим инструментом – фрезой.
Технологический метод формообразования поверхностей фрезерованием характеризуется главным вращательным движением инструмента и поступательным движением подачи, которое выполняет заготовка.
Оборудование для фрезерования – фрезерные станки.
Особенность процесса фрезерования – прерывистость резания каждым зубом фрезы. Зуб фрезы находится в контакте с заготовкой и выполняет работу резания только на некоторой части оборота, а затем продолжает движение, не касаясь заготовки, до следующего врезания.
На рис. 2.4.1 показаны схемы фрезерования плоскости цилиндрической (а) и торцовой (б) фрезами. При цилиндрическом фрезеровании плоскостей работу выполняют зубья, расположенные на цилиндрической поверхности фрезы. При торцовом фрезеровании плоскостей в работе участвуют зубья, расположенные на цилиндрической и торцовой поверхностях фрезы.
Цилиндрическое и торцовое фрезерование в зависимости от направления вращения фрезы и направления подачи заготовки можно осуществлять двумя способами: 1) против подачи (встречное фрезерование), когда направление подачи противоположно направлению вращения фрезы (рис. 2.4.1, в); 2) по подаче (попутное фрезерование), когда направления подачи и вращения фрезы совпадают (рис. 2.4.1, г).
При фрезеровании против подачи нагрузка на зуб фрезы возрастает от нуля до максимума, при этом сила, действующая на заготовку, стремится оторвать ее от стола, что приводит к вибрациям и увеличению шероховатости обработанной поверхности. Преимуществом фрезерования против подачи является работа зубьев фрезы «из-под корки», т. е. фреза подходит к твердому поверхностному слою снизу и отрывает стружку при подходе к точке В. Недостатком является наличие начального скольжения зуба по наклепанной поверхности, образованной предыдущим зубом, что вызывает повышенный износ фрезы.
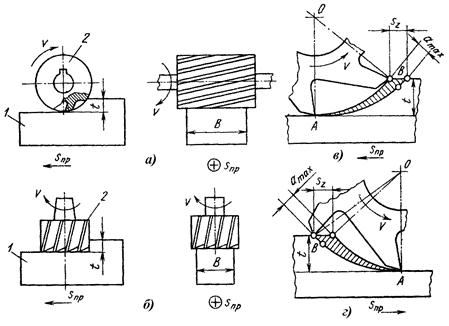
Рис. 2.4.1. Схемы фрезерования цилиндрической (а) и торцовой (б) фрезами, против подачи (в) и по подаче (г): 1 – заготовка; 2 – фреза
При фрезеровании по подаче зуб фрезы сразу начинает срезать слой максимальной толщины и подвергается максимальной нагрузке. Это исключает начальное проскальзывание зуба, уменьшает износ фрезы и шероховатость обработанной поверхности. Сила, действующая на заготовку, прижимает ее к столу станка, что уменьшает вибрации.
Указанные особенности обуславливают целесообразность применения попутного фрезерования при чистовой, а встречного – при черновой обработке.
 Фрезы
Фрезы
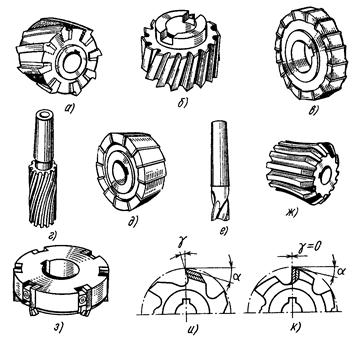
В зависимости от назначения и вида обрабатываемых поверхностей различают следующие типы фрез: цилиндрические (рис. 2.4.2, а), торцовые (рис. 2.4.2, б, з), дисковые (рис. 2.4.2, б), концевые (рис. 2.4.2, г), угловые (рис. 2.4.2, д), шпоночные (рис. 2.4.2, е), фасонные (рис. 2.4.2, ж).
Рис. 2.4.2. Типы фрез
Фрезы изготовляют цельными (рис. 2.4.2, б – ж) или сборными (рис. 2.4.2, а, з). Режущие кромки могут быть прямыми (рис. 2.4.1, д) или винтовыми (рис. 2.4.2, а). Фрезы имеют остроконечную (рис. 2.4.2, и) или затылованную (рис. 2.4.2, к) форму зуба. У фрез с остроконечными зубьями передняя и задняя поверхности плоские. У фрез с затылованными зубьями передняя поверхность плоская, а задняя выполнена по спирали Архимеда; при переточке по передней поверхности профиль зуба фрезы сохраняется,
Цельные фрезы изготовляют из инструментальных сталей. У сборных фрез зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы пайкой или механически.
На рис. 2.4.3, а показана цилиндрическая фреза с винтовыми зубьями. Она состоит из корпуса 1 и режущих зубьев 2. Зуб фрезы имеет следующие элементы (см. рис. 2.4.3, б): переднюю поверхность 3, заднюю поверхность 6, спинку зуба 7, ленточку 5 и режущую кромку 4.
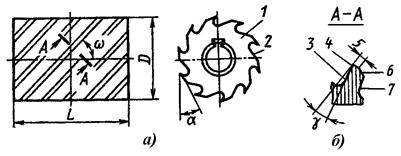
Рис. 2.4.3. Элементы и геометрия фрезы
Виды поверхностей, обрабатываемых фрезерованием
С помощью фрезерования получают следующие виды поверхностей:
1) Горизонтальные плоскости фрезеруют на горизонтально-фрезерных станках цилиндрическими фрезами (рис. 2.4.4, а) и на вертикально-фрезерных станках торцовыми фрезами (рис. 2.4.4, б). Цилиндрическими фрезами целесообразно обрабатывать горизонтальные плоскости шириной до 120 мм. В большинстве случаев плоскости удобнее обрабатывать торцовыми фрезами вследствие большей жесткости их крепления в шпинделе и более плавной работы, так как число одновременно работающих зубьев торцовой фрезы больше числа зубьев цилиндрической фрезы.
2) Вертикальные плоскости фрезеруют на горизонтально-фрезерных станках торцовыми фрезами (рис. 2.4.4, в) и торцовыми фрезерными головками, а на вертикально-фрезерных станках концевыми фрезами (рис. 2.4.4, г).
3) Наклонные плоскости и скосы фрезеруют торцовыми (рис. 2.4.4, д) и концевыми фрезами на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости. Скосы фрезеруют на горизонтально-фрезерном станке одноугловой фрезой (рис. 2.4.4, е).
4) Комбинированные поверхности фрезеруют набором фрез (рис. 2.4.4, ж) на горизонтально-фрезерных станках. Точность взаиморасположения обработанных поверхностей зависит от жесткости крепления фрез по длине оправки. С этой целью применяют дополнительные опоры (подвески), избегают использования несоразмерных по диаметру фрез (рекомендуемое отношение диаметра фрез не более 1,5).
5) Уступы и прямоугольные пазы фрезеруют концевыми (рис. 2.4.4, з) и дисковыми (рис. 2.4.4, и) фрезами на вертикально- и горизонтально-фрезерных станках.
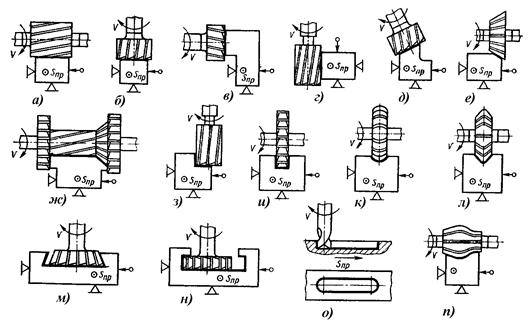 Уступы и пазы целесообразнее фрезеровать дисковыми фрезами, так как они имеют большее число зубьев и допускают работу с большими скоростями резания.
Уступы и пазы целесообразнее фрезеровать дисковыми фрезами, так как они имеют большее число зубьев и допускают работу с большими скоростями резания.
Рис. 2.4.4. Схемы обработки заготовок фрезеро-ванием
6) Фасонные пазы фрезеруют фасонной дисковой фрезой (рис. 2.4.4, к), угловые пазы. – одноугловой и двухугловой (рис. 2.4.4, л) фрезами на горизонтально-фрезерных станках.
7) Паз клиновой фрезеруют на вертикально-фрезерном станке за два прохода: прямоугольный паз – концевой фрезой, затем скосы паза – концевой одноугловой фрезой (рис. 2.4.4, м), Т-образные пазы (рис. 2.4.4, н), которые широко применяют в машиностроении как станочные пазы, например на столах фрезерных станков, фрезеруют обычно за два прохода: вначале паз прямоугольного профиля концевой фрезой, затем нижнюю часть паза – фрезой для Т-образных пазов.
8) Шпоночные пазы фрезеруют концевыми или шпоночными (рис. 2.4.4, о) фрезами на вертикально-фрезерных станках. Точность получения шпоночного паза – важное условие при фрезеровании, так как от нее зависит характер посадки на шпонку сопрягаемых с валом деталей. Фрезерование шпоночной фрезой обеспечивает получение более точного паза; при переточке по торцовым зубьям диаметр шпоночной фрезы практически не изменяется.
9) Фасонные поверхности незамкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профиля (рис. 2.4.4, п).
Применение фасонных фрез эффективно при обработке узких и длинных фасонных поверхностей. Широкие профили обрабатывают набором фасонных фрез.
Режим резания
К режиму резания при фрезеровании относят скорость резания V, подачу S, глубину резания t, ширину фрезерования B.
1) Глубина резания t, [мм]. При фрезеровании это толщина слоя металла, измеренная перпендикулярно к обрабатываемой поверхности. Глубина резания t равна припуску, либо части припуска на фрезерование. Припуск выгодно снимать за один проход, если позволяет мощность станка. Обычно t=2...6 мм. Если требуется высокая точность обработки, то фрезерование может проводиться в два прохода – черновой и чистовой. Для чистовых проходов обычно t=0,75...2 мм. Глубина резания t показана на рис. 2.4.1.
2) Подача S. При фрезеровании используется три размерности подачи:
а) Минутная подача SМ [мм/мин]. Это величина перемещения обрабатываемой заготовки относительно фрезы за одну минуту.
б) Подача на один оборот фрезы SО= SМ / n, [мм/об]. Это величина перемещения обрабатываемой заготовки относительно фрезы за время одного оборота фрезы.
в) Подача на один зуб фрезы SZ= SО / z = SМ / (n.z), [мм/зуб], где z – число зубьев фрезы. Это величина перемещения обрабатываемой заготовки относительно фрезы за время углового поворота фрезы на один зуб.
Подача на зуб характеризует интенсивность нагрузки зуба, а следовательно, стойкость фрезы. Чтобы уменьшить машинное время на фрезерование, применяют максимально возможную подачу на зуб фрезы. Величина подачи выбирается по справочным нормативам в зависимости от шероховатости обработанной поверхности, прочности материала и других условий резания.
3) Ширина фрезерования B – ширина обрабатываемой поверхности в направлении, параллельном оси фрезы. При увеличении ширины фрезерования B возрастает суммарная площадь поперечного сечения среза, работа резания и тепловыделение. В результате снижается допускаемая скорость резания и возрастает износ фрезы. Ширина фрезерования B показана на рис. 2.4.1.
4) Скорость резания V, [м/мин]. При фрезеровании это окружная скорость вращения фрезы. Скорость резания связана с диаметром фрезы и частотой ее вращения зависимостью:
V=p D n / 1000,
где D – наружный диаметр фрезы, мм; n – частота вращения фрезы, об/мин.
Скорость резания при фрезеровании назначается по эмпирической зависимости:
 ,
,
где С – коэффициент, характеризующий конкретные условия обработки; К – общий поправочный коэффициент, учитывающий отличные от табличных условия резания; T – стойкость фрезы, мин; D – диаметр фрезы; z – число зубьев фрезы. Значения показателей степени x, y, m, u, p, q и коэффициентов приводятся в справочниках.
Влияние элементов резания на скорость резания
1) Подача на зуб фрезы SZ. При увеличении SZ растет толщина среза, работа деформации и трение, что приводит к снижению стойкости фрезы и допустимой скорости резания (скорость V необходимо уменьшить).
2) Глубина резания t. С увеличением глубины резания увеличивается угол контакта и количество зубьев фрезы, находящихся одновременно в работе, количество выделяющегося тепла (скорость V необходимо уменьшить).
3) Диаметр фрезы D. При увеличении диаметра фрезы D уменьшается толщина среза и снижается нагрузка на режущие кромки фрезы. Стойкость фрезы повышается (скорость V можно увеличить).
4) С уменьшением числа зубьев z увеличивается масса каждого зуба. Это приводит к лучшему теплоотводу и повышает скорость резания (скорость V можно увеличить).
Проверка элементов режима резания по мощности электродвигателя станка
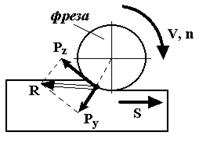 1) Вычисляется тангенциальное усилие резания Pz. Это составляющая равнодействующей сил резания R, приложенной к фрезе (рис. 2.4.5). Pz направлена по касательной к траектории движения режущей кромки.
1) Вычисляется тангенциальное усилие резания Pz. Это составляющая равнодействующей сил резания R, приложенной к фрезе (рис. 2.4.5). Pz направлена по касательной к траектории движения режущей кромки.
Рис. 2.4.5. Силы резания при работе цилиндрической прямозубой фрезой
Pz определяется по формуле:
 .
.
Значения коэффициентов и показателей степени приводятся в справочниках.
2) По значению Pz определяется мощность резания эффективная Ne, [кВт].
 .
.
Это мощность, необходимая для вращения фрезы.
3) Мощность электродвигателя станка потребуется большего значения с учетом КПД механизмов станка:
Nэл > Ne / h.
Нормирование операции фрезерования
Производительность обработки Q и время изготовления одной детали Tшт при фрезеровании определяются по тем же формулам, которые приводились выше для нормирования токарной операции.
Отличие состоит лишь в том, что основное технологическое время To (время, которое тратится непосредственно на срезание припуска) при фрезеровании определяется зависимостью:
 ,
,
где i – число проходов; Sм – минутная подача заготовки; L – расчетная длина обработки за один проход:
L= l + l 1+ l 2,
где l – длина обрабатываемой заготовки; l 1 – длина врезки; l 2 – длина выхода фрезы.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 3164; Нарушение авторских прав?; Мы поможем в написании вашей работы!