КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные операции ковки
|
|
|
|
Общие сведения о ковке, классификация процессов КШП
Наша специальность изучает оборудование, инструмент и технологические процессы КШП.
Виды КШП:
1) ковка;
2) горячая объемная штамповка (ГОШ);
3) листовая штамповка (ЛШ);
4) холодная объемная штамповка (ХОШ);
5) специальные виды штамповки;
6) художественная ковка.
Ковка - процесс деформации горячей заготовки между бойками молота или пресса.
Бойки - инструмент. Они прикреплены к оборудованию с помощью клиньев, болтов.
Оборудование: ковочный молот, гидравлический ковочный пресс.
Широко применяется подкладной универсальный инструмент: топоры, прошивки, оправки и др. Подкладной инструмент не прикреплен к молоту или прессу.
При ковке заготовка постепенно меняет свою форму за счет неоднократных ударов молота или ходов пресса.
Изделие, получаемое в результате ковки, называется поковкой.
Поковка - это полуфабрикат. В готовую деталь, которую установят в машину, она превратится после механической обработки. Механическая обработка - это обработка резанием на токарных, фрезерных, сверлильных станках. Пример поковки и детали представлен на рис. 14.
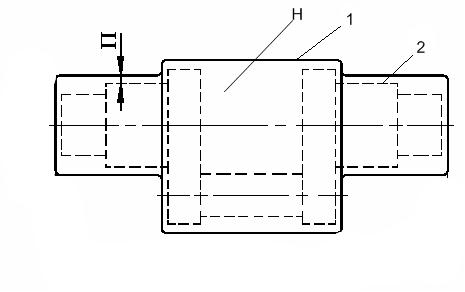
Рис. 14. Пример поковки и детали:
1 – поковка; 2 – деталь (кривошипный вал); Н – кузнечный напуск; П – припуск, удаляемый при механической обработку (обработке резанием)
Ковкой могут получать поковки массой от 1 кг до 200...300 т. Примеры крупных поковок: судовые валы, коленчатые валы прессов, роторы генераторов, цельнотянутые барабаны для сосудов или котлов высокого давления, поковки для деталей металлургического оборудования. Исходные заготовки для таких крупных поковок - слитки. Крупные поковки массой > 1 т. - на гидравлических прессах. Для поковки массой до 1 т. используют кузнечные молоты.
Ковкой достигается не только требуемая форма поковок, но значительно улучшаются свойства исходного литого металла. Исходную заготовку (слиток) получают литьем металла. В результате деформации металл становится прочнее и пластичнее. Для изготовления деталей ответственного назначения применяют кованые, а не литые заготовки.
При ковке течение металла главным образом сдерживается силами трения, действующей на контактной поверхности. Пример – осадка на плоских бойках (рис. 1). Только в редких случаях течение сдерживается стенками инструмента.
Название операции: осадка, протяжка, прошивка, рубка.
Осадка - одна из основных операций ковки, предназначена для уменьшения высоты заготовки при увеличении толщины её поперечного сечения. Осадка на плоских бойках уже была рассмотрена. На рис. 15 представлена схема осадки в подкладном кольце.
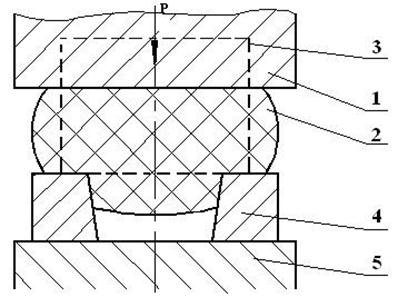
Рис. 15. Схема осадки в подкладном кольце
Протяжкой называют операцию, с помощью которой увеличивают длину заготовки за счет уменьшения её поперечного сечения. Схема протяжки (вид сбоку, вид сверху), представлена на рис. 16.
Рис. 16. Схема протяжки (вид сбоку, вид сверху):
1 и 2 – бойки; 3 – исходная часть заготовки; 4 – деформированная часть заготовки; h1 и b1 – размеры после деформации; h0 и b0 – размеры до деформации
После обжатия по высоте, заготовку поворачивают вокруг продольной оси на 90` и обжимают вновь. Затем продвигают на величину l0 и вновь выполняют два обжатия с поворотом между ними.
После каждого обжатия, площадь поперечного сечения уменьшается. Длина заготовки увеличивается.
Прошивкой называют операцию, посредством которой в заготовке получают отверстие (сквозная прошивка) или углубление (глухая прошивка, рис. 17).
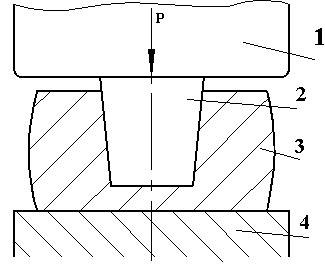
Рис. 17. Схема прошивки
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 766; Нарушение авторских прав?; Мы поможем в написании вашей работы!