КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ремонт деталей машин сваркой и наплавкой, общие понятия о ремонте деталей электросваркой и наплавкой
|
|
|
|
Сущность способа состоит в расплавлении основного металла и присадочного материала (электродного стрежня с покрытием) теплом сварочной дуги.
При горении электрической дуги постоянного тока наибольшее количество тепла выделяется на положительном полюсе. Так как при сварке для разогрева и плавления свариваемого металла нужно затратить больше тепла, чем для плавления самого электрода, то обычно отрицательный полюс сварочной цепи присоединяют к электроду, а положительный — к свариваемому металлу. Такое присоединение называется прямой полярностью. Если отрицательный полюс присоединен к свариваемому металлу, а положительный — - к электроду, то такая полярность называется обратной. Она применяется только в тех случаях, когда нужно получить меньший нагрев свариваемого металла, например, при сварке легированных сталей, очень чувствительных к перегреву.
При переменном токе напряжение и полярность тока многократно изменяются соответственно числу периодов, т.е. 50 раз в секунду. Поэтому в сварочной дуге переменного тока поток электронов также меняет свое направление, вследствие чего тепло между электродом и свариваемым металлом при сварке дугой переменного тока будет распределяться равномерно. Более экономичны источники питания переменного тока, поэтому сварку постоянным током ведут только в тех случаях, когда переменный ток неприменим. В частности, постоянный ток используют для сварки металлов малой толщины. При постоянном токе электрическая дуга получается более стабильной и устойчивой.
При электросварке электрической дугой постоянного тока переменный ток от сети напряжением 220 или 380 В подводится к электродвигателю, который вращает генератор, возбуждающий постоянный ток для сварки. При электросварке электрической дугой переменного тока вместо сварочного генератора используют сварочный трансформатор, преобразующий переменный ток напряжением 220 или 380 В, подводимый к нему от электрической сети, в переменный ток напряжением 55—65 В.
Производительность труда определяется количеством металла, наплавленного в единицу времени:
 , (81)
, (81)
где I — сила тока при сварке, A; t — время горения дуги, ч;  — коэффициент наплавки, равный количеству металла (г), наплавленного током в 1А за 1 ч.
— коэффициент наплавки, равный количеству металла (г), наплавленного током в 1А за 1 ч.
Из приведенной формулы следует, что количество металла, наплавленного в единицу времени, будет больше при увеличении коэффициентов наплавки или силы тока. Качество электродуговой сварки и наплавки во многом зависит от применяемых электродов, так как сварочный шов (наплавленный металл) образуется из металла электрода. Для сварки и наплавки стальных деталей оборудования обычно используют прутки из низкоуглеродистой стальной проволоки.
Диаметр проволоки для электродов установлен 1—12 мм.
Нарезанные из сварочной проволоки прутки покрывают специальной обмазкой. Обмазку наносят на электроды для повышения стабильности (устойчивости) горения дуги, защиты расплавленного металла от кислорода и азота воздуха, а также внесения в расплавленный металл необходимого количества углерода и легирующих элементов (хрома, кремния, марганца и др.). В зависимости от состава покрытия сварочным электродам присвоены определенные марки, например, ЦМ-7, ОЗА-2, ДСК-50, УОНИ-13/45 и т.д. По прочности получаемого шва электроды разделены на типы: Э-34, Э-42, Э-50, Э-55 и т.д., где Э — электрод для дуговой сварки, 34, 42, 50, 55 и др. — временное сопротивление при растяжении, кг/мм2.
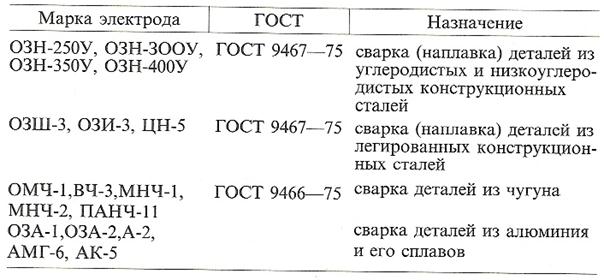
Рекомендуемые марки электродов для ремонта деталей сваркой (наплавкой) приведены в табл.14
Табл.14. Марки и назначение электродов
Источниками питания сварки при переменном токе служат сварочные трансформаторы ТД-300, ТД-500, ТД-502 (передвижные) и ТД-102, ТД-306 (переносные); сварки при постоянном токе— выпрямители типа ВД-306, ВД-506, ВДУ-305, ВДУ-504 и преобразователи ПД-502, ПСТ-500, ПСО-300.
Для подвода тока от источника питания к электрододержателю применяют сварочные провода типа ПРГД или ПРГДО (ГОСТ 6731—68); реже используют провод АПРГДО с алюминиевыми жилами.
Для сжатия электрода и подвода к нему сварочного тока в зависимости от его силы в соответствии с ГОСТ 14651—69 применяют электрододержатели трех типов: I типа — для токов до 125 А, II типа — 125—315 А, III типа — 315—500 А.
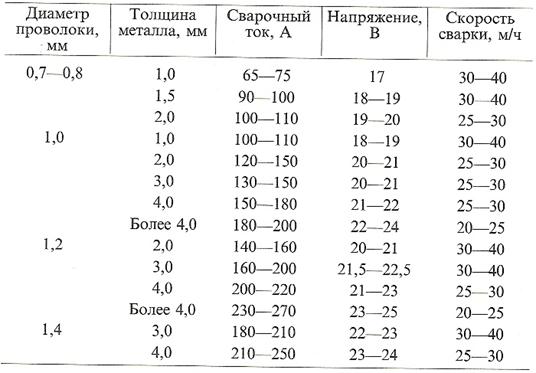
Режим ручной дуговой наплавки зависит от толщины наплавляемого металла, размеров изделия, требований к качеству и внешнему виду и др., определяется типом и диаметром электрода, величиной сварочного тока. Конструктивные особенности изделий определяют тип электрода, а толщина основного металла — диаметр электрода. Наиболее часто используемые режимы ручной наплавки (сварки) при ремонте деталей приведены в табл.15.
Табл.15. Режимы ручной наплавки (сварки) при ремонте деталей
Для качественного восстановления деталей с помощью электродуговой сварки и наплавки необходимо правильно подобрать диаметр электрода и состав (марку) обмазки; отрегулировать источник питания на необходимую силу сварочного тока; наметить способ движения конца электрода; установить электрод к наплавляемой поверхности под определенным углом.
Подготавливают сварные соединения и трещины в зависимости от толщины соединяемых элементов и вида выполняемого шва. Прилегающие к месту сварки поверхности зачищают на ширину 15—20 мм. При сварке толстостенных деталей из листового материала основной подготовительной операцией является разделка кромок. Стыковая сварка без разделки кромок допускается только при толщине до 5—6 мм.
Для наплавки изношенных поверхностей применяют специальные электроды, обеспечивающие получение наплавленного слоя необходимой твердости и высокой износостойкости.
.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 872; Нарушение авторских прав?; Мы поможем в написании вашей работы!