КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Железнение
|
|
|
|
При восстановлении деталей железнением получают покрытие высокой твердости и износостойкости, хорошо сцепленное с основным металлом детали.
Технологический процесс железнения состоит из следующих операций: предварительная подготовка, электролитическая обработка, железнение и окончательная обработка.
Применяемые электролиты. Для электролитического осаждения железа можно применять сернокислые, хлористые и смешанные электролиты.
В практике ремонта применяют в основном хлористые электролиты из хлористого закисного железа. Раствор хлористого железа получают травлением стальных стружек в соляной кислоте.
В зависимости от концентрации солей железа различают три типа хлористых электролитов: высококонцентрированные (600— 680 г/л); среднеконцентрированные (400—450 г/л) и малоконцент-рированные (200—220 г/л).
При железнении применяют растворимые аноды в виде стержней из малоуглеродистых сталей марок Ст. 3; Ст. 10; Ст. 20. Соотношение площадей анодов Sa и катодов SK должно быть Sa: SK = 2: 1
Хлористые электролиты имеют ряд важных преимуществ: недефицитность и низкая стоимость применяемых материалов; высокая производительность; простота контроля и большая универсальность, позволяющая в одном и том же электролите получать как мягкие, так и твердые покрытия.
Свойства покрытий, получаемых на катоде, зависят от условий электролиза — концентрации и температуры электролита, плотности тока. «Мягкие» условия электролиза — высокая концентрация (680 г/л) FeCl2 · 4H20 электролита, его высокая температура (~ 100°), малая плотность тока (5 А/дм2) — обеспечивают получение на деталях мягких осадков железа (НВ 120—150) толщиной до 3 мм и более.
При «жестких» условиях электролиза — малая концентрация электролита, невысокая его температура и высокая плотность тока — могут быть получены покрытия твердостью до 6 500— 7 000 МПа и толщиной до 1,2 мм (рис.65).
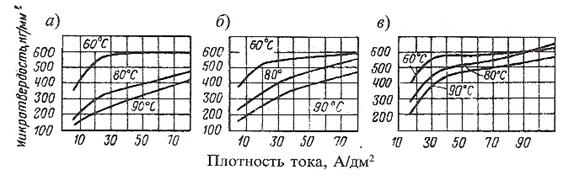
Рис.65. Влияние плотности тока и температуры электролита на микротвердость железных покрытий: а — электролит типа I; б — электролит типа II; в —электролит типа III
Основные свойства покрытий - структура, твердость, внутренние напряжения изменяются в широких пределах в зависимости от условий электролиза.
Наиболее пригодным для условий ремонтных предприятий является малоконцентрированный электролит следующего состава: FeCl2 · 4Н20 — 200 г/л, НС1 — 0,6—0,8 г/л.
Этот электролит при температуре 50—83 °С и плотности тока 20—100 А/дм3 обеспечивает получение плотных, гладких покрытий высокой твердости (до 4 500—6 500 МПа) толщиной 0,8—1,2 мм.
Толщина получаемых покрытий ограничивается появлением на поверхности осадка шероховатости и дендритов, которые возникают тем быстрее, чем выше плотность тока и ниже температура электролита.
В процессе электролиза можно допускать значительное колебание кислотности. Изменение содержания соляной кислоты в электролите от 0,5 до 1,5 г/л незначительно отражается на механических свойствах покрытий и может не приниматься во внимание.
При более высокой кислотности происходит снижение выхода железа по току.
Приготовление электролита в производственных условиях производится травлением в соляной кислоте стружек из малоуглеродной стали.
Расход соляной кислоты при электролизе пропорционален количеству ампер-часов электрического тока, пропущенного через электролит. Расход соляной кислоты при электролизе определяется по формуле:
 (86)
(86)
где К (0,20—0,22 г) — расход НС1 на 1 А-ч тока, пропущенного через электролит; lг — количество затраченного при электролизе электричества, А-ч; — процентное содержание НС1 в кислоте.
— процентное содержание НС1 в кислоте.
Оборудование для железнения. Для восстановления деталей применяется следующее оборудование:
— установка для железнения с паровым или электрическим нагревом через водяную рубашку;
— ванны: анодного травления в горячем растворе хлористого железа, анодной очистки в растворе серной кислоты, электрического обезжиривания с холодной проточной водой, с горячей водой;
— отстойные баки для электролита, насос для перекачки электролита, источники питания ванн постоянным током и щиты управления ваннами.
Внутренние размеры травильных, очистных и промывочных ванн составляют 600x800x1 400 мм — в зависимости от длины восстанавливаемых деталей. Количество бортовых отсосов, устанавливаемых на одну ванну, определяется ее габаритами. Обычно на ванне железнения устанавливаются четыре бортовых отсоса, на остальных — по одному. Бортовой отсос изготавливается из винипласта. Для футеровки ванн железнения, анодной очистки и анодного травления применяется однотипный материал: антегмит АТМ-1 или полуэбонит-1751.
Ванны, облицованные антегмитом, имеют следующие недостатки:
— большой расход материалов и, как следствие этого, высокую стоимость облицовки (на 1 м поверхности расходуется около 40 кг антегмита и 12 кг замазки);
— повышенные требования к электроизоляции корпуса ванн для ликвидации утечки постоянного тока;
— более низкий катодный выход металла по току.
Указанные недостатки отсутствуют при использовании для футеровки полуэбонита-1751.
Полуэбонит не электропроводен, но имеет низкую теплопроводность, поэтому время нагрева таких ванн несколько больше. Стоимость гуммирования ванн полуэбонитом в 4 —5 раз ниже стоимости футеровки антегмитом.
В качестве источников постоянного тока применяются выпрямительные агрегаты (кремневые и германиевые) типа ВАКГ и ВАГГ с ручной регулировкой силы тока и автоматической регулировкой плотности тока, а также селеновые маслонаполненные выпрямители типа ВСМР, не требующие изолированного помещения.
Технологический процесс. Процесс железнения включает в себя предварительную подготовку, электролитическую обработку, железнение и окончательную обработку.
Предварительная подготовка состоит из мойки и очистки от грязи, зачистки наждачным полотном, изоляции участков, не подлежащих железнению, обезжиривания восстанавливаемых поверхностей венской известью и монтажа в подвески.
Электролитическая обработка включает анодную обработку деталей в электролите: 365 г/л 30-%-ного раствора серной кислоты и 10—25 г/л сернокислого железа при температуре 18—25 °С и плотности тока 60—70 А/дм2 в течение 0,5—3 мин и промывку в холодной воде (детали большого веса промывают водой, имеющей температуру около +50 °С).
Крупногабаритные детали сложной формы, изготовленные из легированных сталей (и закаленные до высокой твердости) или чугуна, перед анодной обработкой в сернокислом электролите рекомендуется подвергнуть анодному травлению в хлористом электролите в течение 1—5 мин.
Хлористый электролит состоит из FeCl2 · 4Н20 — 200—220 г/л и НС1 — 0,8—-1,0 г/л при температуре 20-80 °С и плотности тока не более 40—100 А/дм2 (для деталей из чугуна плотность тока не более 20 А/дм2, а выдержка 1—2 мин).
Процесс железнения производится поэтапно: детали в подвесках выдерживаются в ванне железнения без включения тока в течение 10—50 сек; затем включают ток плотностью 1—5 А/дм2 и постепенно, за 5—10 мин, повышают ее до расчетного значения; производят железнение до получения осадка необходимой толщины.
После железнения детали в подвесках промывают в горячей и холодной воде, производят нейтрализацию в щелочном растворе, демонтаж из подвесок, снятие изоляции и необходимую механическую обработку.
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1371; Нарушение авторских прав?; Мы поможем в написании вашей работы!