КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Ремонт вращающихся цементных печей
|
|
|
|
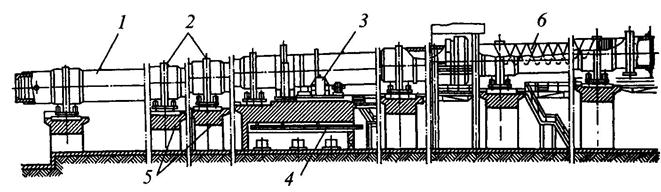 Рис. 92. Вращающаяся цементная печь: 1 — корпус; 2 — бандажи; 3 — привод; 4 — контрольные станции; 5 — опорные станции (опорные ролики); б — цепная зона
Рис. 92. Вращающаяся цементная печь: 1 — корпус; 2 — бандажи; 3 — привод; 4 — контрольные станции; 5 — опорные станции (опорные ролики); б — цепная зона
Вращающаяся цементная печь (рис.92) представляет собой цилиндрический корпус диаметром 3—7 м, футерованный внутри огнеупорным кирпичом и жаропрочным бетоном.
Корпус печи изготавливается из отдельных обечаек, сваренных между собой при монтаже печи и поддерживается парными роликоопорами через бандажи, свободно насаженные на корпус печи. Бандажи изготавливаются прямоугольного сечения из стального литья. Толщина бандажа 0,4 м при ширине 10 м. Масса печи размером 5,0x185 м составляет 6 000 т.
Печь получает вращение от привода 3, включающего электродвигатель, редуктор, подвенцовую и венцовую шестерни. Скорость вращения печи 0,9—1,4 об/мин. Печь кроме основного имеет вспомогательный привод, дающий возможность вращать ее значительно медленнее при проведении ремонтных работ. Внутри печи встроены теплообменные устройства — цепная завеса, металлические и керамические теплообменники.
Вращающиеся печи работают в абразивной среде и при высокой температуре, и несмотря на хорошее уплотнение, пыль, образующаяся в процессе работы, проникает в сопряжения трущихся деталей. Наиболее изнашивающимися деталями опорных узлов являются подбандажные башмаки, на которые устанавливаются и крепятся бандажи на корпусе печи. Регулировка установки бандажей осуществляется регулировочными пластинами. После устранения биения бандажа прокладки и башмаки приваривают к корпусу. От осевого смещения бандаж предохраняют кольца квадратного сечения, привариваемые к корпусу печи.
Основными причинами выхода из строя вращающихся цементных печей является деформация корпуса с появлением трещин, прожогов и вздутий в результате разрушения футеровки печи, а также износа бандажей, опорных и контрольных роликов и деталей привода печи и др.
При текущем ремонте печи производят ревизию всех узлов, замену мелких детелей, ремонт уплотнений подшипников, а также при необходимости замену других узлов.
При капитальном ремонте вращающихся печей производят замену или восстановление части корпуса, ремонтируют или заменяют роликоопоры и бандажи, детали приводного механизма, теплообменные устройства, транспортирующие и питающие механизмы, вентиляторы, дымосос и др.
Для четкого и организованного проведения плановых ремонтов вращающейся печи в установленные сроки необходимо; определить техническое состояние печи и объем предстоящих работ; выбрать метод ремонта и составить техническую документацию (ведомость дефектов, комплектовочную ведомость, проект организации ремонтных работ, график подготовительных работ); провести подготовительные работы к моменту остановки агрегата на ремонт; оперативно осуществлять управление ходом ремонта. Определение технического состояния вращающейся печи состоит в тщательном обследовании всех узлов и деталей и выявлении максимальных искривлений печи путем инструментальной проверки в горизонтальной и вертикальной плоскостях для последующей регулировки оси агрегата (печи).
Для определения состояния агрегата производят замеры эксплуатационных параметров узлов и деталей печи во время ее работы; потребляемую мощность главного привода, состояние опорных роликов и их подшипников, бандажей и подбандажных башмаков, корпуса, привода и др.
Нормальным эксплуатационным состоянием узла «опорный ролик» является работа его при температуре подшипников не выше 70 °С, отсутствие задиров на шейках и поверхности катания опорного ролика, а также подтеков масла из подшипников, правильное положение роликов относительно оси печи.
Состояние поверхности бандажей: конусность, зазоры — определяют визуальным путем. Места прогаров, деформация обечаек (вмятины, выпучины), трещины, нарушения сварных и заклепочных швов определяются наружным осмотром корпуса печи.
Работу привода определяют по вибрации, шуму и толчкам в зацеплении, а также по поступлению масла во все точки системы смазки привода. Положение венцовой шестерни проверяют в го
рячем состоянии печи при ее вращении путем замера радиального и осевого сечения с помощью штихмасса.
Максимально допустимый радиальный зазор не должен превышать величины Smax, рассчитанной по формуле:
Smax = 0,2 m + b/2 мм, (89)
где m — модуль венцовой шестерни; b — величина радиального биения, определяемая замером.
Повышенный зазор в зацеплении приводит к снижению контактной площади зацепления, разрушению пленки масла на поверхности зубьев и быстрому износу шестерен. Кроме того, осуществляют осмотр крепления зубчатого венца, состояние тяг, пружин, болтовых соединений, шарниров, эксцентриков.
По результатам замеров и осмотра делают вывод о дальнейшей эксплуатации или ремонте узлов печи, для чего и составляют ведомость дефектов, которая является основным документом для определения объема ремонтных работ, необходимого количества материалов и запасных частей, а также для выбора метода ремонта печи и составления технической документации для проведения ремонта.
Методы ремонта вращающихся печей классифицируют в основном по способу замены дефектной части корпуса печи и применяемых при этом грузоподъемных средств, а также последовательности выполнения ремонтных работ.
Ремонт печи путем одновременной замены всей дефектной части корпуса методом накатки рядом смонтированного блока. Этот способ обеспечивает широкий фронт работ и может применяться при замене корпуса печи большой длины.
Работу при демонтаже поврежденных обечаек можно выполнять с помощью крана грузоподъемностью 60 т, который устанавливают на правой стороне эстакады.
Для облегчения демонтажа поврежденной части корпуса печи 1 и 2 (рис. 93) предварительно удаляют цепную завесу, часть корпуса печи между опорами I и II разрезают на 2—3 секции для того, чтобы масса каждой из них не превышала грузоподъемности крана.
Отремонтированные блоки корпуса печи устанавливают с помощью эстакады 5 и двух тракторов 3 типа Т-170 при одном подстрахо-вочном тракторе 4 (см. рис. 93). Блоки длиной по 50 м перемещаются по рельсам 6, уложенным между опорами и эстакадой.
При выполнении ремонта таким методом сокращается время простоя печи за счет замены части печи большими блоками, заблаговременно отфутерованными.
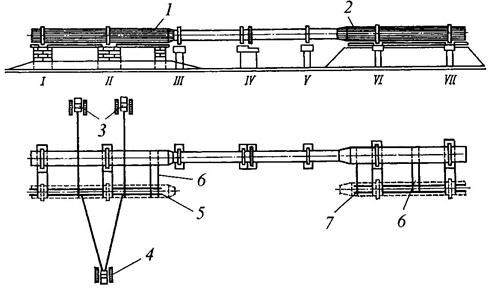
Рис. 93. Замена блоков методом накатки: 1, 2 —заменяемые секции корпуса печи; 3 — тяговые трактора; 4 — подстраховочный трактор; 5, 7 — эстакады; 6— рельсовый путь; I—VII — опоры печи
Ремонт печи путем последовательной замены блоков с использованием передвижных грузоподъемных средств (гусеничных и портальных кранов). В этом случае сохраняется последовательность монтажных операций с использованием мостовых и козловых кранов грузоподъемностью 60—120 т, а также стреловых кранов повышенной грузоподъемности.
Демонтаж поврежденного корпуса производят без удаления цепной завесы. Его разрезают на четыре части, с помощью грузоподъемных кранов опускают на монтажную площадку, откуда транспортируют тракторами. В зависимости от грузоподъемности крана опорные рамы демонтируют в сборе с опорными роликами и подшипниками. Сборку корпуса печи осуществляют укрупненными блоками.
На роликоопорах устанавливают бандажи в сборе с подбандажными обечайками, затем поднимают межпролетный блок, который с двух сторон стыкуют с подбандажными обечайками. Стыковку и выполнение подварного шва осуществляют на весу, поддерживая козловым или мостовым краном.
Преимуществом этого метода является большая свобода действий в зоне монтажных работ, минимальный расход металла на изготовление лесов, высокая точность сборочных работ, максимальная механизация ремонтных работ.
После определения технического состояния печи и выбора метода ремонта приступают к подготовительным работам. Они включают подготовку подъездных путей и средств доставки узлов, установку грузоподъемных, транспортных и поддерживающих устройств, организацию укрупнительной сборки элементов и др.
Для производства ремонтных работ печи (замена обечаек, роликов и других деталей, масса которых превышает 20 т) применяют стреловые краны грузоподъемностью 60—100 т; четырехстоечные подъемники, порталы; для замены цепной завесы и теплообменника — автомобильные и гусеничные краны (грузоподъемностью 16—25 т); для транспортирования роликов, бандажей и обечаек — трайлеры грузоподъемностью 40 т.
При ремонте печи используют также гидравлические домкраты грузоподъемностью до 600 т, лебедки, червячные и рычажные тали, блоки (эстакады, инвентарные леса различных типов). Для ремонта мощных вращающихся печей используют козловые краны грузоподъемностью 120 т.
Кроме грузоподъемных машин для проведения ремонтных работ необходимы: опорный стенд с винтовым домкратом для сборки обечаек, приспособление для автоматической сварки кольцевых швов, электросварочные полуавтоматы типа А-537, ПДПГ-500, А-1197 с источниками питания ПСГ-500 и АС-600, а также электросварочные и газосварочные аппараты, резаки и др.
Ремонт узлов вращающихся цементных печей. Основными ремонтными узлами вращающихся цементных печей являются корпус печи 1 (см. рис. 93), роликоопоры 5, бандажи 2, система гидроупоров с роликами, венцовая и подвенцовая шестерни, привод печи 3 (основной и вспомогательный), транспортирующие и питающие механизмы, вентилятор и дымосос, теплообменные устройства, холодильник, электротехническое оборудование, маслосистема, водяное охлаждение и др.
Ремонт корпуса вращающихся печей при незначительном местном повреждении сводится к вырезке поврежденных участков и вварке на их место новых, отвальцованных и пригнанных вставок.
Ремонт корпуса проводят следующим образом: проверяют и регулируют ось печи в вертикальной и горизонтальной плоскостях; удаляют футеровку и одновременно по обе стороны вырезаемого участка для жесткости устанавливают винтовые распорки 7 и временную роликоопору 4 (рис. 94), размечают корпус печи для вырезки поврежденного участка; отрезают и удаляют поврежденную обечайку 8, а кромки места реза подготавливают под сварку; поднимают новую обечайку 6 и стыкуют с кромками корпуса печи. Затем проверяют соосность корпуса печи и новой обечайки, прихватывают электросваркой стыки новой обечайки и корпуса печи в 4—8 местах по окружности и после этого окончательно сваривают оба стыка корпуса печи и новой обечайки. Под заменяемую часть корпуса устанавливают инвентарные леса 3 и временную роликоопору 4.
Если обечайка повреждена в зоне теплообменника, то демонтаж начинают после удаления футеровки. Работа по демонтажу теплообменников и цепной завесы сводится к срезке башмаков теплообменников, приваренных к корпусу, разъединению секций и удалению их из печи, а также удалению срезанных автогеном цепи и кольца цепной завесы. После этого приступают к замене обечайки. Сначала размечают корпус печи под вырезку обечайки. Линию реза и контрольные линии (риски) накернивают на обечайке, причем начальная точка круговой разметочной риски должна совпадать с конечной точкой этой же риски.
Стыковку кромок обечаек проводят при помощи инвентарных разжимных колец 1 (рис. 95), устанавливаемых на блоках. Разжимное кольцо передвигается на место стыка. В месте разъема кольца устанавливают гидродомкрат 2, который создает осевое усилие, действующее на кромки стыка и выравнивающее их. В процессе стыковки новой обечайки с корпусом печи (перед сваркой) необходимо проверить и обеспечить их соосность.

Рис. 94. Схема замены обечаек: 1 — оттяжки; 2 — кран; 3 — металлические леса; 4 — временная роликоопора; 5 — лебедка грузоподъемностью 5 т; 6 — новая обечайка; 7—винтовые распорки; 8 — старая обечайка; 9 — ручная лебедка грузоподъемностью 2 т
Рис. 95. Применение разжимного кольца при стыковке обечаек: 1 — разжимное кольцо; 2 — гидродомкрат
При стыковке обечайки к корпусу необходимо выдержать следующие условия: смещение кромок обечайки и корпуса печи не должно превышать 3 мм; зазор между торцами обечайки и корпуса печи 2—3 мм; овальность поперечного сечения обечайки допускается не более 0,003d; допускаемое отклонение длины блока в пределах ±0,001 его проектной длины; биение корпуса у подбандажной обечайки ± 5 мм, а в пролетах между роликоопорами ± 10 мм.
Правильность стыковки обечаек проверяют (при заменяемой длине 10—12 м) с помощью металлических струн или синтетической нити, натягиваемых на приваренные к корпусу печи стержни.
Убедившись в правильности монтажа, производят сварку по всему периметру. После заварки стыков обечаек печь вновь поворачивают и проверяют прямолинейность оси, а также прилегание бандажей к роликам.
Сквозные трещины обечаек печи длиной менее 300 мм заваривают ручной сваркой электродами марок УОНИ-13/45 или УОНИ-13/55 диаметром от 4 до 6 мм типа Э-42 или Э-50А, при этом используют источники питания постоянного тока ПСО-500, ВС-300, ВКСМ-1000.
При длине трещин свыше 300 мм заварку ведут полуавтоматической сваркой в среде углекислого газа. При температуре окружающего воздуха ниже 0° сварку ведут с подогревом концов трещины до 200—330 °С. Для условий ремонта вращающихся печей наиболее перспективным в настоящее время является способ полуавтоматической сварки порошковой проволокой.
Если количество кольцевых стыков превышает 10—12, экономически выгодно применять автоматическую сварку, для чего предварительно удаляют все стяжные приспособления, устанавливаемые на замыкающих стыках, кроме стыковых накладок с внутренней стороны корпуса. В качестве источника питания используют сварочный генератор постоянного тока типа ПСМ-1000 с балластным сопротивлением или трансформатор переменного тока ТСД-1000. Наиболее целесообразно применять для сварки кольцевых стыков электродную проволоку Св-08Г2 с флюсом АН-348А.
После окончания сварочных работ швы осматривают. До 5 % швов (места пересечения продольного и кольцевого швов) проверяют рентгенографическим и гаммаграфическим методами или контролируют качество ультразвуком с помощью дефектоскопа ДУК-13М.
Ремонт опорных узлов вращающейся печи. В состав опорных узлов вращающейся цементной печи входят ее бандажи и опорные ролики, от состояния которых зависит расход электроэнергии, износ корпуса печи и ее футеровки.
Бандажи заменяют в случае, если износ поверхности катания превышает 20 % при сплошном сечении или 50 % — при коробчатом, а также при наличии сквозных трещин, не поддающихся сварке. Небольшую конусность и местные накаты на бандаже устраняют на месте проточкой, шлифованием специальным приспособлением (на опорной раме печи устанавливают суппорт с резцом или шлифовальным камнем), не снимая бандажа с печи.
Зазор между внутренней поверхностью бандажа в холодном состоянии в горячей части печи не должен превышать 10 мм, а в холодной — 8 мм. Зазор регулируют установкой под башмаки прокладок из листовой стали.
Изношенные бандажи заменяют вырезом части подбандажной обечайки; ее удаляют вместе со старым бандажом и на этом месте сваривают части корпуса с новым бандажом. Трещины в бандажах заваривают ручной дуговой сваркой электродами марки МР-3, ЦЛ (ГОСТ 9467—60) при помощи сварочного преобразователя ПСО-500 ПСУ-500 или выпрямителя ВСО-300.
При полуавтоматической сварке под слоем флюса используют сварочную проволоку марки Св-08ГА, флюсы марок ОСЦ-45, АН-348. Сварка осуществляется полуавтоматами ПШ-5 и А-765 от источника питания ТС-500, ПСО-500, ПСГ-500.
Режим наплавки при диаметре проволоки 2 мм: сила тока 500— 550 А, напряжение дуги 36—40 В, скорость сварки 36—40 м/ч. Трещины под заварку в бандажах разделывают газопламенным способом, предварительно подогрев их газовыми горелками до 300—350 °С.
Заварка осуществляется только в нижнем положении. В процессе заварки бандажа специальными газовыми горелками поддерживается постоянная температура 500—550 °С.
Замена и ремонт опорных и контрольных роликов. У опорных и контрольных роликов изнашиваются их поверхности. При уменьшении толщины обода более чем на 20 %, появлении конусности (односторонний износ), превышающей 10 %, и трещин ролики заменяют. Опорные и контрольные ролики обычно заменяют одновременно с бронзовыми вкладышами. Для снятия опорного ролика с опоры необходимо приподнять печь домкратами грузоподъемностью 200—600 т, которые устанавливают под бандажи или под корпус печи при помощи деревянных прокладок. Ролик с опоры снимают и удаляют любыми подъемными и транспортными средствами с использованием различных приспособлений. На рис. 96, а показана схема и приспособление для подъема ролика при замене или ревизии вкладышей. Как видно (рис. 96, б), на шейку опорного ролика 3 надевают приспособление 2 и домкратом поднимают ролик освобождая вкладыш 4.
Дефекты опорных роликов устраняют проточкой на токарном станке с последующим шлифованием. Если ось снятого ролика имеет износ свыше 15 %, то ее заменяют новой.
При износе поверхностей самих роликов их ремонтируют наплавкой. Наплавку опорных роликов и других деталей вращения диаметром до 1,2 м производят на специальной установке непрерывного действия с использованием флюса, содержащего 15 % твердого сплава сталинита. Диаметр наплавляемой проволоки принимают 3—6 мм, скорость ее подачи 0,033 м/с, сила сварочного тока 800—1200 А.
Вкладыши подшипников опорных роликов заменяют новыми, если толщина их уменьшилась на 6—8 мм.
При сборке опорных роликов особое внимание уделяют правильности их установки. Положение роликов 3 проверяют уровнем 2 и специальным клином 1 с углом наклона, равным углу наклона оси печи к горизонту (рис. 97).
Регулировка положения роликов осуществляется с помощью установки рамы опорной подушки посредством клиньев 4 или винтового приспособления 5. Параллельность осей роликов контролируют специальным приспособлением (рис. 98).
При одинаковых диаметрах роликов следует выдержать равенство размеров а = с и b = d и перпендикулярность осей роликов к расположению вращающейся печи.
Ремонт привода печи заключается в восстановлении редуктора подвенцовой и венцовой шестерен. Для этого редуктор разбирают, производят замену дефектных деталей и узлов, а также сборку, центровку, обкатку и испытание. Венцовую и подвенцовую шестерни заменяют при износе зубьев, достигшем 30 %.
Если износ зубьев не превышает по длине зубьев— 20 %, а по высоте — 30 %, целесообразно переворачивать венцовую шестерню на 3,14 рад или наплавлять их изношенную сторону. Наплавку производят порошковой проволокой ПП-АНЗ с помощью полуавтомата А-765. После наплавки зубьев их зачищают шлифовальным кругом и проверяют по шаблону.
При ремонте следует обращать внимание на правильность установки венцовой шестерни. Венцовую шестерню устанавливают так, чтобы ее ось совпадала с продольной осью бандажей, а радиальное и осевое биение шестерни не превышало 0,08 модуля, но не более 3 мм. Замену зубчатых венцов можно производить с заменой подвенцовой обечайки и без нее.
Рис. 96. Схема подъема ролика печи: а — приспособление для подъема; б — схема подъема; 1 — домкрат; 2 — приспособление; 3 — цапфа ролика; 4 — вкладыш подшипника
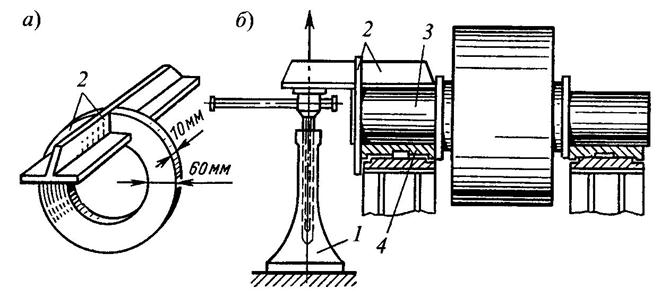
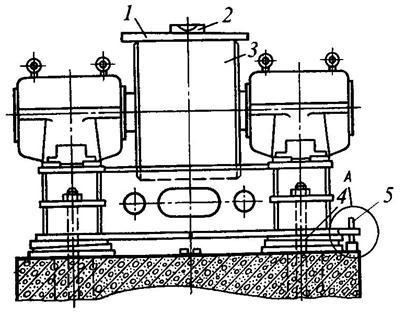
Рис. 97. Схема установки и проверки положения опорных роликов: 1 — установочный клин; 2 — уровень; 3 — опорный ролик; 4 — монтажные клинья; 5 — винтовое приспособление
Рис. 98. Приспособление для контроля установки опорных роликов: 1 — центр ролика; 2 — ось опорного ролика; 3 — штихмасс; 4 — отвес; 5 — середина рамы; 6 — фундаментная рама; 7 — стальная линейка; 8 — неподвижный центр; 9 — газовая труба; 10 — подвижный центр
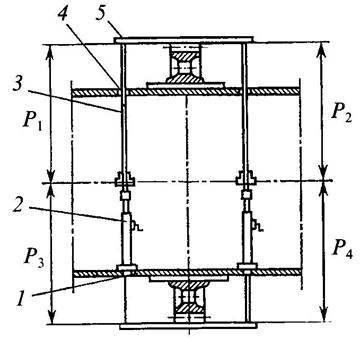
Рис. 99. Центровка венцового зубчатого колеса без поворота вращающейся печи: 1 — гайка стойки; 2 — стойка; 3 — штихмасс; 4 — отверстие в корпусе; 5 — металлическая линейка
При замене или повороте зубчатого венца на старой подвенцовой обечайке зубчатый венец устанавливают строго горизонтально с помощью двух монтажных тумб с регулировочными болтами. Тумбы размещают на корпусе печи. На них предварительно устанавливают одну половинку венца, закрепляют болтами к старой половине венцовой шестерни, печь поворачивают на 3,14 рад и под нижнюю половинку зубчатого венца подводят домкраты. Затем демонтируют вторую половину старого венца, накладывают еще две тумбы (все 4 тумбы устанавливаются на равных расстояниях по окружности через 3,14 рад). После этого устанавливают вторую половину венцовой шестерни, стягивая ее в разъеме с первой половиной.
Центровку венцовой шестерни осуществляют домкратами, размещенными по периферии корпуса печи, или специальными монтажными приспособлениями (тумбами) с регулировочными установочными болтами. При радиальном биении, превышающем допустимое, шестерню поворачивают так, чтобы место наибольшего биения находилось вверху. Затем, ослабляя крепления шестерни к рессорам, опускают венцовую шестерню в среднее положение. Радиальное биение шестерни регулируют установкой под рессоры прокладок различной толщины. При шарнирном креплении венца все эксцентрики выводят в нейтральное положение. После окончания центровки зубчатого венца установочные болты затягивают для окончательного крепления венца к корпусу печи.
Изменения величины радиального зазора в венцовой и подвенцовой шестернях добиваются за счет перемещения вала подвенцовой шестерни или поднятием корпуса печи при перемещении всех опорных роликов. При центровке венцовой шестерни необходимо осуществить поворот корпуса печи с помощью нескольких систем блоков с использованием 3—4 тракторов Т-170, а также портальной тележки грузоподъемностью 40 т. Центровка венцовой шестерни при вращении корпуса печи очень трудоемкая работа и длится от 3 до 8 смен. Поэтому на практике успешно применяется центровка венцового зубчатого колеса без поворота печи (рис. 99).
Внутри блока зубчатого венца устанавливают на равном расстоянии от оси крепления венца на блоке стойки 2, которые приваривают через гайку 7 к корпусу печи. С помощью штихмасса 3 находят ось вращения блока. В восьми точках касания штихмасса к корпусам печи просверливают отверстия 4 диаметром 18 мм. Через эти отверстия пропускают штихмасс до соприкосновения с проверочной линейкой 5, устанавливаемой по вершине зуба. По делениям штихмасса поочередно определяют отклонения от номинального размера, равного радиусу венца по вершине зуба. По этим отклонениям подсчитывают значения размеров от Р1 до Р4 в четырех положениях с каждой стороны зубчатого венца. Венцовая шестерня считается отцентрованной, если все значения Р равны по величине.
Прочие ремонтные работы. При проведении капитальных ремонтов вращающихся печей осуществляют ремонт вспомогательных механизмов и агрегатов — холодильников, шламовых питателей, грануляторов, рекуператоров; уплотнения холодных и горячих концов печи, шиберов, угольных и шламовых питателей, дымососов, вентиляторов, а также системы охлаждения, смазки подшипников и др. При значительном износе вспомогательного оборудования его не восстанавливают на месте, а меняют целиком или укрупненными узлами.
Ремонт шламового питателя. Очищают от остатков шлама внутреннюю часть питателя и ковшей, проверяют состояние корпуса питателя и ковшей, поврежденное место на корпусе питателя вырезают и на его место вставляют новый лист. Изношенные ковши заменяют новыми или ремонтируют сваркой. Проверяют состояние опорных подшипников вала и зубчатую передачу от редуктора привода к валу питателя.
Во время ремонта вращающихся печей, как правило, рекупера-торные холодильники заменяют новыми или отремонтированными и лишь при небольших повреждениях их ремонтируют на месте.
Ремонт рекуператоров. Следует обращать внимание на надежность крепления барабанов к корпусу печи, тщательность уплотнения футеровки, укладки внутренних броневых плит и огнеупорной футеровки порога у входных патрубков.
Во время ремонта шиберов следует хорошо уплотнять песочные затворы, не допуская подсосов наружного воздуха в газоходы. Во время ремонта зоны спекания, а также при каждой ее футеровке проверяют состояние цепной завесы и в случае необходимости добавляют цепи или сменяют износившиеся. Все сварочные работы по креплению цепной завесы должны выполняться качественными электродами.
Ремонт гранулятора. Грануляторы имеют следующие основные неисправности: износ ножей для очистки тарелки, ослабление болтов крепления конической шестерни тарелки гранулятора и др. Рабочую часть ножей при ремонте наплавляют твердыми сплавами. При каждом капитальном ремонте печи полностью разбирают и ремонтируют систему водяного охлаждения подшипников, а также систему смазки и охлаждения.
Ремонт вращающихся печей заканчивается их футеровкой, после чего производят обкатку печи в холодном состоянии — сначала на медленном ходу, а затем с постепенным переходом на рабочее число оборотов. В процессе обкатки печи проверяют работу всех ее узлов и замеченные недостатки устраняют. Ремонтная бригада в течение 48 ч после розжига осуществляет наблюдение за работой печи, а затем отремонтированную печь сдают в эксплуатацию.
Раздел XI
ОСНОВЫ ПРОЕКТИРОВАНИЯ РЕМОНТНЫХ ПРЕДПРИЯТИЙ
Ремонто-механические предприятия промышленности строительных материалов
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 14215; Нарушение авторских прав?; Мы поможем в написании вашей работы!