КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основний час
|
|
|
|
де So-поперечна подача, мм/об.
При вимірюванні діаметра шліфувальної шийки вала скобою чи мікрометром верстат зупиняють.
Спеціальні контрольні пристрої дозволяють вимірювати діаметр заготовки, що обробляється в процесі шліфування.
Тема №2.14
Види фасонних поверхонь. Обробка фасонних поверхонь
Обробка фасонних поверхонь.
План
1. Види складних поверхонь та їх класифікація
2. Обробка фасонних поверхонь точінням
3. Обробка фасонних поверхонь фрезеруванням
4. Строгания, протягування фасонних поверхонь
5. Шліфування фасонних поверхонь
6. Обробка на верстатах з ЧПК
Література:
1. В.В.Данилевский. Технология машиностроения, 79 с. 261, 80, с.263
2. Н.Ф.Мельников и др. Технология машиностроения 6,с.199
1 Види складних поверхонь та їх класифікація
В конструкціях сучасних машин застосовують деталі складної форми. Наприклад: лопатки турбін, форма яких відрізняється від плоскої, циліндричної чи конічної.
Найбільш поширені наступні види поверхонь:
1) поверхні, підпорядковані математичним рівнянням, визначеної форми та з певним розташуванням у просторі, називаються алгебраїчними;
2) поверхні, форма яких визначена окремими точками, а координати цих точок задані у вигляді чисел, зведених у таблицю - це поверхні з числовими відмінками.
Приклади: профілі лопаток парових, газових та водяних турбін; гребних гвинтів, різноманітні кулачки.
3) конструктивні поверхні класифікувати неможливо, так як вони залежать від конструктивної необхідності.
2. Обробка фасонних поверхонь точінням
Фасонні поверхні можливо обробляти різними методами:
2.1) фасонним інструментом, що має профіль поверхні що оброблюється;
2.2) нормальним інструментом, якому сполучається криволінійний рух відносно заготовки що оброблюється за допомогою копірів;
2.3) комбінований метод – коли фасонному інструменту сполучається рух по заданій траєкторії.
Наприклад:
1-й метод – обточування фасонної канавки; обробка фасонною дисковою фрезою зубів шестерні;
2-й метод – обробка кулачків звичайним інструментом;
3-й метод – 3.1) фрезерування фасонною фрезою спіральної канавки свердла; 3.2) нарізання різьби різьбовим різцем на токарному верстаті.
4-й метод – фасонним різцем невеликої довжини, так як він знімає широку стружку, що може викликати вібрацію заготовки, що обробляється.
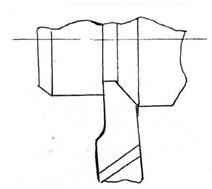
Рис.1 Обробка фасонним різцем
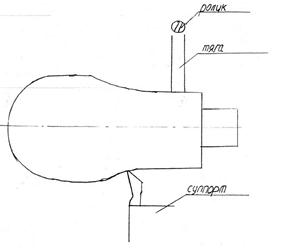
Рис. 3

Рис.4
Щоб запобігти чи зменшити вібрацію, застосовують невеликі подачі та понижені швидкості різання при сильному охолодженні різця.
Обточування фасонних поверхонь великої довжини роблять по контуру. Рукоятку можливо обточувати за допомогою копіра, в якому прорізаний паз, що повторює форму рукоятки. По цьому пазу переміщується ролик, який за допомогою тяги з'єднаний з супортом, і переміщує в поперечному напрямі різець. Різець слідує за рухом ролика (Мельников, с.201) і таким чином відтворює на заготовці поверхню, яка відповідає профілю копіра.
Точіння фасонних поверхонь на токарних верстатах можна робити за допомогою гідравлічного супорта, а також на токарних гідрокопірувальних верстатах.
3 Обробка фасонних поверхонь фрезеруванням
Фрезерування фасонних прямолінійних поверхонь в більшості випадків роблять фасонними фрезами.
Замкнуті поверхні заготовок типу дисків і незамкнуті поверхні великих розмірів фрезерують:
1) по розмітці;
2) за допомогою копіювальних пристроїв по контуру.
Головним рухом при фрезеруванні по копіру є:
1) повздовжня подача стола;
2) обертання круглого стола; на вертикально - фрезерних чи універсально - фрезерних верстатах.
Див. рис. 164,165,166 (Мельников, с.202, 203)
4. Строгания, протягування фасонних поверхонь
При струганні фасонних поверхонь використовують фасонні різці.
Протягують фасонні отвори відповідної форми фасонною протяжкою. Такий метод обробки отворів можливо застосувати тільки в крупно серійному чи в масовому виробництві через дороговизну інструменту.
В одиничному виробництві - довбання фасонних отворів (шліцові отвори, отвори зі шпоночним пазом).
5. Шліфування фасонних поверхонь
Шліфування фасонних поверхонь роблять фасонними кругами: поверхні обертання-на кругло та безцентрово-шліфувальних верстатах; прямолінійні поверхні-на плоскошліфувальних верстатах з повздовжнім рухом стола.
6. Обробка на верстатах з ЧПК
Різні системи програмного керування металорізальними верстатами слугують для автоматичного регулювання переміщень виконавчих органів верстата по заданій програмі.
Однією з найбільш простих є система керування "прямокутним" циклом, що використовується для фрезерних верстатів 6Л12П та 6Л82Г.
При цій системі обробка здійснюється в процесі відносних переміщень інструмента та заготовки, що обробляється.
Ці переміщення відбуваються в прямокутних координатах в заданій послідовності, причому в кожний момент обробка відбувається тільки по одній координаті.
На фрезерних верстатах можливо обробляти різноманітні фасонні поверхні.
| 
|
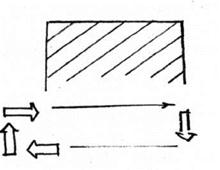
 Робоча подача
Робоча подача
 Швидкий хід
Швидкий хід
 Швидкий хід з виводом інструменту
Швидкий хід з виводом інструменту
Різноманітні варіанти прямокутних циклів складаються з курсів: робоча подача, швидкий хід, швидкий хід з одночасним відводом інструменту.
Фрезерні верстати з ЧПК вище вказаних моделей та дрібних відливок таких деталей: ричати, кронштейни, кришки, копуси приладів і т. п. Обробка відбувається у повністю автоматизованому циклі, верстатник тільки встановлює заготовку та змінює деталь.
Продуктивність таких верстатів на 30%... 50% вище, ніж звичайних. На наладку програми витрачається 0.5... 2 години, в залежності від складності програми та точності деталі.
Література: 1, с.261... 272; 2, сі 99... 206.
Тема №2.15
Види різьби
Обробка різьбових поверхонь деталі. Класифікація різьб
 |
Рис.1 – Види різьби
В СНД застосовують наступні типи різьб:
1. Метрична різьба – кут її трикутного профілю α = 60°.
Метричні різьби бувають з великим і малим кроком.
2. Трубна циліндрична різьба – кут її профілю 55°.
3. Конічна різьба буває двох типів:
1) з кутом профілю 55° (трубна конічна різьба);
2) з кутом профілю 60° (дюймова конічна різьба).
4. Трапецеїдальна різьба має профіль – рівнобічна трапеція з кутом α = 30°.
5. Упорна різьба – має профіль нерівнобічної трапеції з кутом робочої сторони 3° і неробочої сторони 30°
6. Прямокутна і квадратна різьби не стандартизовані.
Крім цього застосовуються різьби спеціального призначення:
1) годинникова різьба;
2) різьба метрична для деталей з пластмаси;
3) різьба для мікроскопів;
4) окулярна різьба;
5) кругла різьба для патронів і цоколів електричних ламп;
6) кругла різьба для запобіжних стекол і корпусів електроосвітлювальної апаратури та ін.
В машинобудуванні застосовують:
1) циліндричну (кріпильну та ходову) різьбу;
2) конічну різьбу.
Основним видом циліндричної різьби в СНД являється метрична різьба з діаметром від 0.25 до 600 мм, трикутного профілю з кутом профілю 60°
По розміру кроку вона буває з великим і малим кроком. Один і той же типорозмір різьби може мати декілька кроків різної величини.
Дюймову різьбу (один з видів циліндричної різьби) з кутом профілю 55° нарізають на деталях, що використовуються при виготовленні запчастин та для ремонту.
Основною різьбою для кріпильних деталей являється метрична різьба.
Ходові різьби бувають:
1) прямокутного
2) трапецеїдального профілю.
Трапецеїдальна різьба буває одно західна та багато - західна. Її застосовують в різьбових з'єднаннях, які передають рух (ходові та грузові гвинти)
Прямокутна різьба з прямокутним профілем застосовують для передачі руху.
Упорну різьбу застосовують в різьбових з'єднаннях, які витримують великий односторонні тиск (в гвинтових пресах, спеціальних нажимних гвинтах та ін.).
Годинникову різьбу застосовують у точному приладобудуванні для різьбових з'єднань діаметром <1мм.
Круглу різьбу застосовують в з'єднаннях з підвищеними динамічними нагрузками або в умовах, що забруднюють різьбу.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1409; Нарушение авторских прав?; Мы поможем в написании вашей работы!
