КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Конічні різьби
|
|
|
|
Застосовують в складних з'єднаннях, коли необхідно забезпечити щільність з'єднання без спеціальних ущільнюючих матеріалів (пряжи з суриком, льняні нитки і т. ін.)
Трубна конічна різьба – найбільш поширений вид, профіль її відповідає закругленому профілю трубной циліндричної різьби.
Нарізання зовнішньої різьби
Зовнішню різьбу нарізають:
1) плашками різної конструкції;
2) різьбонарізними головками (з роздвижними плашками);
3) різьбовими різцями;
4) гребінками;
5) дисковими і груповими різьбовими фрезами;
6) шліфувальними кругами.
Круглими плашками нарізають різьби невисокої точності, так як у цих плашок профіль різьбової нитки не імітують.
Їх використовують в основному для нарізання різьб на заготовках з кольорових металів, зі сталей, а також для різьб малого діаметру (менше З мм).
При нарізанні різьби на заготовках з в'язких металів відбувається підняття нитки (вилучення металу), тобто зовнішній діаметр різьби отримує деяке прирощення по зрівнянню з початковим діаметром стержня перед нарізанням різьби. Тому діаметр стержня з таких матеріалів роблять на 0,1... 0,2 мм менше зовнішнього діаметра різьби. Це треба врахувати і при нарізанні внутрішніх різьб.
Більш досконалим, продуктивним і точним способом являється нарізання різьби різьбонарізними головками на свердлильних, револьверних та гвинторізних верстатах.
Різьбонарізні головки бувають в залежності від розташування гребінок наступних типів:
а) з радіальним розташуванням гребінок для точних різьб (рис. 1,а);
б) з тангенціальним розташуванням гребінок для менш точних різьб (рис. 1,б).
Різьбові різці та гребінки використовують для нарізання особо точних різьб (для різцевих калібрів).
Профіль різцевого різця повторює собою профіль впадини різьби, яку нарізаємо.
Різець необхідно установлювати по лінії центрів.
При чистовому нарізанні передній кут = 0 (що забезпечить точність профілю, при чорновому передній кут = 5... 20°, для полегшення різання, причому для в'язких сталей – великі значення переднього кута, а для твердих сталей – менші)
Нарізання різьби різцями - це малопродуктивний спосіб нарізання різьби, т. к. для повного нарізання ниток необхідно зробити велике число робочих ходів.
Нарізання різьби в упор – непродуктивний спосіб, так як швидкість, тобто частота обертання < 50 об/хв. Мала частота обертання необхідна для того, щоб робітник встиг відвести різець по закінченні хода:
а) з радіальним розташуванням гребінок для точних різьб;
б) з тангенціальним розташуванням гребінок для менш точних різьб.
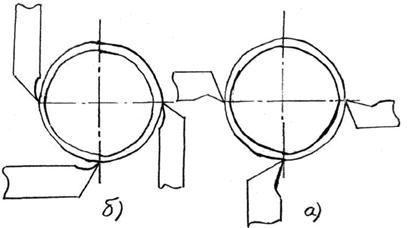
Рис.1 Призматична гребінка
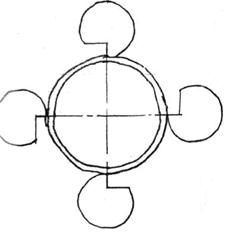
Рис.2 Колові гребінки
Необхідно проточувати канавки для збігання різьбового різця.
В крупно серійному і масовому виробництвах доцільно нарізати різьбу на різьбових напівавтоматах. У цих напівавтоматах автоматизовані такі дії:
1) подача на глибину;
2) робочий хід;
3) зворотній прискорений хід;
4) відведення різця.
Для нарізання особливо точної різьби застосовують токарно - гвинторізні верстати з корегувальним пристроєм, який компенсує похибки кроку ходового гвинта.
Нарізання різьби гребінками, які представляють собою якби декілька різьбових різців (від 2 - х до 8 - и), з'єднаних разом в один ряд, скорочує час обробки. Кінці зубів гребінки скорочують від одного краю гребінки до другого так, щоб глибина різання поступово збільшувалася. Завдяки наявності декількох зубів гребінка не вимагає великої кількості ходів, як різьбовий різець, і тому забезпечує більшу продуктивність.
Недоліки нарізання різьби гребінкою:
1) гребінки застосовують для нарізання тільки гостро кутової різьби;
2) неможливо застосовувати, якщо різьба доходе до буртика деталі або виступу;
3) неможливо застосовувати для нарізання точної різьби, так як гребінки неможливо виготовити точністю.
Основний час для нарізання різьби різцем або гребінкою на токарних верстатах визначається за формулою для обточування.
Вихрове нарізання різьби різцями, що обертаються.
Це ефективний спосіб, який підвищує продуктивність нарізання різьби.
Його суть – оброблювальна заготовка закріплена в центрах токарно - гвинторізного верстата і обертається з частотою 30...300об/хв. (в залежності від оброблювального матеріалу, діаметра та його різьби).
Різці (звичайно їх чотири) закріпляють у різцевій головці, котра встановлена на супорті верстата та обертається від спеціального привода з частотою обертання 1000...3000об/хв. Головка по відношенню до деталі розташована з ексцентриситетом та повернута на кут, рівний куту підйома різьби.
Кожен з різців періодично (один раз за кожний оберт головки) дотикається з заготовкою, яка нарізається, по дузі та за кожен оберт головки прорізає на заготовці канавку у вигляді серпа, яка має профіль різьби. Так як супорт у цей час має рух продольної подачі, рівної шагу різьби на один оберт заготовки, то на ній буде утворюватися різьба.
Цим способом нарізають зовнішні та внутрішні різьби діаметром більше 50мм, 7 квалітету точності, з шорсткістю поверхні Ra = 2,5...1,6 мкм. При використанні різців з пластинками Т15К6 швидкість різання досягає 400 м/хв.
Основний час вихрового нарізання різьби:


де lо – довжина різьби, мм;
lвр – 1... 2 шага різьби;
ln – перебіг різця; (звичайно ln = lвр);
Dn – зовнішній діаметр різьби, мм;
Р – шаг різьби, мм;
So – кругова подача заготовки в мм на один різець за один оберт різцевої заготовки.
Zp – число різців (1...4);
nр – число обертів різцевої головки в хвилину.
Нарізання внутрішньої різьби.
В основному – мітчиками.
Нарізають також: різцями, гребінками, різьбовими фрезами.
В залежності від способу нарізання різьби метчиками поділяють:
1) машинні (для нарізання на станках);
2) ручні (або слюсарні) - для нарізання вручну за допомогою клупів або воротків.
При нарізанні машинним метчиком різьба нарізається за один ход одним метчиком. Для довгих різьб в глухих отворах використовуються два метчика.
Точні різьби доводять калібруючим мітчиком вручну або на верстаті.
Ручними метчиками різьбу нарізають за два або три робочих хода, в залежності від розміру різьби та різними метчиками, які входять до комплекту.
Машинними метчиками різьбу нарізають в наскрізних та глухих отворах на верстатах:
різьбонарізних;
свердлувальних;
токарних автоматах та напів автоматах.
Глухі отвори свердлують на велику глибину, порівняно з довжиною різьби на 3...4 нитки для полегшення нарізання, та запобігання ламання метчика.
На верстаті повинно бути швидке перемикання на зворотній хід (реверсування) після нарізання на необхідну глибину.
Для нарізання різьби метчиками застосовують патрони слідуючих типів:
1) жорсткий — це звичайна державка для метчика у револьверних та автоматах, де забезпечена соосність отвору та метчика;
2) плаваючий – забезпечує само установку метчика по вісі отвору та швидку зміну метчика без зупинки шпинделя;
3) на револьверних, автоматах та багатошпиндельних різьбонарізних верстатах, які самі вимикаються від упора
Для нарізання гайок застосовують гайконарізні верстати, які працюють довгими гаєчними метчиками, які мають довгий зігнутий хвостовик, призначення для нанизування заготовок.
Головний час при нарізанні метчиком у наскрізних та глухих отворах
де n - частота обертання при робочому ході;
nо - частота обертання при обратному ході;
lвр = 1___ 3 крока різьби;
ln = 2... З крока різьби у скрізному отворі;
ln = 0 крока різьби у глухому отворі.
Охолодження:
для сталі - сульфофрезол;
для чавуна - керосин.
Фрезерування зовнішньої та внутрішньої різьб.
Здійснюють:
1) дисковими
2) гребінчатими (груповими) фрезами на різьбофрезерних верстатах.
Дисковими фрезами для нарізання різьб з великим шагом, в загалом для трапецеїдальних.
Профіль фрези відповідає профілю різьби.
Фреза обертається та рухається вздовж вісі заготовки на один крок за один оберт заготовки. Обертання заготовки утворює колову подачу.

Де lo – довжина різьби, mm;
lвр – 1...3 крока різьби (величина врізання різьби, мм);
ln = 0 (якщо різьба до упору);
lo – перебіг фрези = 1... З шага різьби;
d – зовнішній діаметр заготовки;
Р – крок різьби, мм;
α – кут підйома різьби в °;
i – кількість ходів;
g – кількість заходів різьби;
Sm – кругова подача; Sm = Sz*Z*nф;
Sz - подача, мм /зуб фрези;
Z – число зубів фрези;
nф – частота обертання фрези, об/хв.
Використання гребінчатих фрез на верстатах 5М5Б62
1) Доцільно використовувати ці фрези для нарізання різьби, розташованій у голтелі, буртика, для різьби в глухих отворах, яка доходе до дна, так як тільки за допомогою фрезерування можна забезпечити повну нитку впритул до буртика.
2) На деталях із в'язких і твердих металів коли не забезпечується необхідна шорсткість - плашками чи різьбонарізними головками.
Основний час для нарізання різьби груповою фрезою

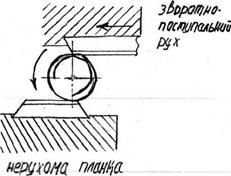
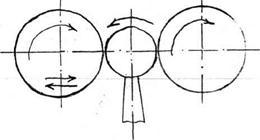
Накатування різьби.
Заготовка прокатується між двома паралельно розташованими на визначеній відстані один від одного плоскими різьбовими плашками чи циліндричними роликами, які обертаються.
| 
|
Рис. 1 Накатування різьби.
При цьому різьба більш стійка проти спрацювання і міцніша, чим при нарізанні різьбонарізним інструментом, так як матеріал в процесі зміцнюється, наклепується, а волокна металу не перерізаються, а пластично сформуються. Процес без зняття стружки - велика економія металу (до25%)
Ролики застосовують діаметром від 3 до 45 мм.
Різьба отримується 7 квалітету точності і навіть 5 квалітету. Шорсткість Ra = 0.4мкм... 0.8 мкм.
Накатуванням можна отримати різьбу від 0.3 до 150 мм на будь-яких талях і кольорових металах.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2046; Нарушение авторских прав?; Мы поможем в написании вашей работы!