КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология изготовления инструмента
|
|
|
|
Выбор оптимального варианта изготовления инструмента
Один и тот же процесс обработки металлов давлением может быть неоднозначен и реализован по своей экономической эффективности по различным вариантам деформирующего инструмента. Поэтому выбор оптимальной конструкции инструмента, способа изготовления и материала для инструмента необходимо обосновать путем вычислений, требующих построения математической модели. Для этого чаще всего используют линейное программирование как основной метод отыскания решения. В качестве критерия оценки оптимальности инструмента (целевой функции) принимают себестоимость изготовления полуфабрикатов, удельный расход инструмента или съем продукции с единицы инструмента. Целевую функцию записывают в виде
L = С1Х1 + С2Х2 +... + Спхп.
На переменные х1, х2,... хп накладывают систему ограничений
и граничные условия xj ³0, где j = 1, 2,..., n, п — число переменных, т — число ограничений, аij, bij_ — заданные постоянные величины. Например, для процесса холодной листовой штамповки себестоимость изготовления детали (целевая функция) определяется выражением
L = (См + С3 + Сш + Со) ®min,
где См, С3, Сш и Со — удельные затраты на материал, заработную плату производственных рабочих, штамповый инструмент и оборудование соответственно.
Затраты на штамповый инструмент находят по формуле
где п — количество штампов на операцию для выполнения готовой программы; Ршт — стоимость штампа для каждой операции; Кшт — коэффициент, учитывающий затраты на ремонт штампов; N — количество деталей, полученных до полного износа штампа.
Как видно из данного примера, себестоимость продукции в сильной степени зависит от затрат на изготовление и эксплуатацию технологического инструмента, поэтому с помощью технологической модели выбирают более оптимальный вариант исполнения инструмента, обеспечивающий наименьшую себестоимость изготовления.
Задача. Инструментальный цех выпускает штампы двух видов П1 и П2. На эти изделия идут четыре вида материала S1, S2, S3, S4 (таблица 4). Сколько штампов П1 и П2 надо изготовить, чтобы при данных запасах материалов получить наибольшую выручку, если стоимость одного штампа П1 – 70 руб. П2 — 50 руб.?
Таблица 4 - Затраты материалов на штампы
| Материал | Запасы материала, шт. | Штампы | |
| П1 | П2 | ||
| S1 | |||
| S2 | |||
| S3 | |||
| S4 |
Решение. Предположим, что цех выпускает штампов  Тогда целевая функция L = С1х1 + С2 х2 ®max, где С, — стоимость штампов. На первый штамп Пг расходуется материала S1®а11х1, на второй П2 — a1 2 х2, на все штампы — а11 x1 + а12х2 £b, где b1 — запасы материала S1. Аналогичным путем находятся и другие ограничения. В конечном итоге получаем
Тогда целевая функция L = С1х1 + С2 х2 ®max, где С, — стоимость штампов. На первый штамп Пг расходуется материала S1®а11х1, на второй П2 — a1 2 х2, на все штампы — а11 x1 + а12х2 £b, где b1 — запасы материала S1. Аналогичным путем находятся и другие ограничения. В конечном итоге получаем
 (16)
(16)
Надо найти такие числа х1 и х2, удовлетворяющие неравенствам, при которых целевая функция имеет наибольшее возможное значение.
Задачу можно решить чисто геометрическим способом в координатах х1, х2. Каждая прямая неравенства делит плоскость на две полуплоскости. По одну сторону от граничной прямой располагаются точки, удовлетворяющие неравенству, по другую — неудовлетворяющие. В совокупности на плоскости x1ox2 граничные прямые образуют многоугольник — область изменения переменных (рисунок 53).
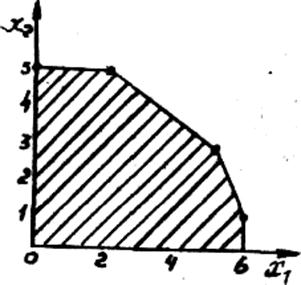
Рисунок 53 - Область решения системы неравенств (16)
После вычисления целевой функции в каждой вершине многоугольника найдем, что наибольшую выручку цех получит при изготовлении штампов П1 — 5 шт. и П2 — 3 шт.
При выборе способа изготовления деформирующего инструмента следует исходить из конкретных условий производства и характеристик инструмента. Ясно, что при изготовлении крупногабаритного инструмента преимущество надолго сохранится за обработкой на металлорежущих станках. В будущем, по-видимому, доминирующее положение в производстве деформирующего инструмента займут пластическое деформирование и точное литье. В настоящее время наиболее распространенным способом является обработка на металлорежущих и электроимпульсных станках.
Понятие о технологичности конструкции штампа
Основным критерием технологичности детали является трудоемкость, точность и стабильность получения геометрических размеров.
Требования технологичности:
а) предусмотрены ли базовые поверхности, позволяющие устанавливать деталь на станок без ее порчи.
б) возможно ли уменьшение протяженности обрабатываемых поверхностей путем замены сложных поверхностей сборными.
в) возможно ли получение простыми средствами заданной формы изделия.
Кроме того технологичность конструкции детали должна рассматриваться с точки зрения масштаба производства, а также в зависимости от используемого технологического оборудования и производственных возможностей.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 868; Нарушение авторских прав?; Мы поможем в написании вашей работы!