КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Список использованных источников. 2. Артингер И. Справочник по инструментальным сталям и сплавам
|
|
|
|
1. А д л е р Ю. П., Маркова Е. В., Грановский Ю. В. Планирование эксперимента при поиске оптимальных условий М.: Наука,1976. 278 с.
2. Артингер И. Справочник по инструментальным сталям и сплавам. М., 1982.
3. Б а ш л ы к о в В. А., М о р о з о в Н. П. Валки станов листовой прокатки авиационных материалов: Учеб. пособие / Куйбышев, авиац. ин-т. Куйбышев, 1979. 55 с.
4. Вельский Е. И. Стойкость кузнечных штампов. Минск: Наука и техника, 1975. 240с.
5. Бель с к и и Е. 11. и др. Упрочнение литых и деформирующих ин-(трументальных сталей. Минск, 1972. 280с.
6. Берии И. Ш., Д н е с т р о в с к и и Н. В. Волочильный инструмент. М.: Металлургия, 1971. 172с.
7. Большое Л. Н.. Смирнов Н. В. Таблицы математической статистики. М.: Наука, 1965. 474 с.
8. Боровик Л. И. Эксплуатация валков станов холодной прокатки. М.: Металлургия, 1968.233с.
9. Боровик Л. И. и др. Подготовка и обработка валков тонколистовых станов. М.: Металлургия, 1984. 105с.
10. Будагьянц И. А., Карский В. Е. Литые прокатные валки. М.: Металлургия, 1983. 175с.
11. Валки многовалковых станов/В. И. П о л у х и н, М. Л. Б е р и ш т е и н, А. Ф. Пименов и др. М.: Металлургия, 1983. 129с.
12. Владимиров В. Н. Изготовление штампов, пресс-форм и приспособлений. М. Высш. шк., 1974. 431 с.
13. Горячий Д. В., ЕфремовС. И. Эксплуатация и ремонт штампов листовой штамповки. М.: Машиностроение, 1969. 151 с.
14. Д о в н а р С. А. Термомеханика упрочнения штампов объемной штамповки. М.: Машиностроение. 1975. 255с.
15. Драйгор Л. А. и др. Стойкость валков чистового холодного проката. М: Машиностроение, 1964. 128 с.
16. Зубцов М. Е., Корсаков В. Д. Стойкость штампов. Л.: Машиностроение, 1971. 200с.
17. И л ю к о в и ч Б. М. Стойкость и расход прокатных валков. М.: Металлургия, 1964. 110с,
18. Инструмент для горячего прессования тяжелых цветных сплавов/Ю. Т. Ш е в а к и п, Л. А. Нагайцев и др. М.:.Машиностроение, 1983. 168с.
19. Контактное трение в процессах обработки металлов давлением/А. II. Л е в а н о в, В. Л. Колмогоров, С. И. Буркин и др. М.: Металлургия, 1976. 416с.
20. К о с т е ц к и и Б. И. Сопротивление изнашиванию деталей- машин. М.: Машгиз, 1959.
21. Кухтаров В. И. Стойкость штампов для холодной листовой штамповки. М.: Машгиз, 1959. 90 с.
22. М а н е г и п Ю. В., Анисимова И. В. Стеклосмазки и защитные покрытия для горячей обработки давлением. М.: Металлургия, 1978. 223 с.
23. Мендельсон В. С:, Р у д м а п Л. И. Технология изготовления штампов и пресс-форм. М.: Машиностроение, 1982. 207с.
24. М и х а л с н к о Ф. П. Стойкость разделительных штампов. М.: Машиностроение, 1986. 224 с.
25. Морозов А. П. Изготовление штампов для горячей штамповки, М.: Машиностроение, 1965. 187с.
26. Надежность и долговечность валков холодной прокатки / В. II. II о-л у х и н, В. А. Николаев, М. А. Ты л кип и др. М.: Металлургия, 1976. 448 с.
27. Нефедов А. П. Конструирование и изготовление штампов. М.: Машиностроение, 1973. 408 с.
28. Палей М. М. Технология производства приспособлений, пресс-форм п штампов. М.: Машиностроение, 1979. 293с.
29. Повышение эффективности производства по эксплуатации прокатных валков / А. И. М а с к а л е в и др. М.: Металлургия, 1983. 63с.
30. Прикладная механика и расчет прокатных валков / П. И. П о л у х и I! и др. Алма-Ата, 1977. 208с.
31. Производство и эксплуатация крупных опорных валков/II. П. Морозов, В. А. Николаев, В. П. Полу хин, А. М. Л е г у п. М.:.Металлургия, 1977. 128с.
32. Р а в и н А. И., Сухадрев Э. Ш., Д у д е ц к а я Л. Р., Щ е р б а-н ю к В. Л. Формообразующий инструмент для прессования п волочения профилей. Минск: Наука и техника, 1988. 232с.
33. Северденко В. П. п др. Валки для профильного проката. М.: Металлургия, 1979. 224 с.
34. Сегерлинд Л. Применение метода конечных элементов: Пер. с англ. М.: Мир, 1979. 392с.
35. Т е п е н б а у м М. М. Сопротивление абразивного изнашивания. М.: Машиностроение, 1976. 271 с.
36. Тепловые процессы при обработке металлов и сплавов давлением / Н. И. Яловой, М. А. Тылкин, П. И. Полухин и др. М.: Высш. шк„ 1973. 631 с.
37. Т р а х т е н б е р г Б. Ф. Стойкость штампов и пути ее повышения. Куйбышев: Кн. изд.-во, 1964.
38. Трение и смазки при обработке металлов давлением/А. П. Труден, Ю. В. 3 и л ь б е р г, В. Т. Тили к: Справочник. М.: Металлургия, 1982. 312с.
39. Третьяков А. В. и др. Расчет и исследование прокатных валков. М.: Металлургия, 1976. 256с.
40. X а я к Г. С. Инструмент для волочения проволоки. М.: Металлургия, 1971. 129 с.
41. Фоте ев Н. К. Высокостойкие штампы. М.: Машиностроение, 1965. 257 с.
42. X ы б е м я г и А. И. Холодное выдавливание рельефных полостей технологической оснастки. М.: Машиностроение, 1981. 79с.
43. Ч е р т а в с к и х А. К., Б е л о с е в и ч В. К. Трение и технологические смазки при обработке металлов давлением. М.: Металлургия, 1968. 364;:.
44. Штампы для горячего деформирования металлов / М. А. Т ы л к и и, Д. И. Васильев, А. М. Рогалеви др. М.: Высш. шк., 1977. 496 с.
45. Электрохимическая обработка профильного прессового штампа/ /Р. П. И з а к о в и др. М.: Металлургия, 1975. 37с.
ТЕМА №!!Технологические смазки
Снизить износ инструмента позволяет применение технологических смазок, которые уменьшают трение скольжения, облегчают заполнение полости инструмента, создают разделительную прослойку, препятствующую местному охватыванию деформируемого металла с инструментом, сокращают потерю тепла заготовкой и снижают нагрев инструмента. Обычно смазки состоят из носителя (вода, минеральные масла, растительные и животные жиры и т. д.), активной составляющей (графит, соль, стекло, алюминиевая пудра, дисульфид молибдена и т. д.) и наполнителя (графит, тальк, мел, слюда, глина и т. д.).
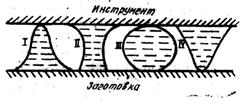
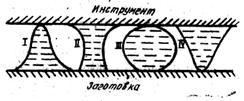
Рисунок 59 - Формы капель смазки, наносимой на инструмент или заготовку
|
|
|
|
Если смазка предназначена для инструмента, то ее капля должна приобретать форму IV (рисунок 58) или II, что свидетельствует о том, что смазка не склонна к выдавливанию и переходу на деформируемый металл. Формы капли I и III в этом отношении неудовлетворительны. При нанесении смазки на заготовку капля должна приобретать форму I и II. Форма капли III свидетельствует о неограниченной способности к выдавливанию.
При горячей штамповке наиболее распространенными являются водно-графитовые и графитомасляные смазки. Графит в виде суспензии находится в носителе — воде, масле или летучих растворителях. Иногда к графито-масляной смазке для увеличения ее эффективности добавляют активные составляющие (дисульфид молибдена, соль, смолу и т. д.), что придает ей стабильность и повышенный температурный предел работоспособности.
При температуре штампов ниже 400° С в качестве смазки успешно используют суспензию коллоидального дисульфида, молибдена в воде, масле. Вместо графита также используют суспензию талька и слюды в масле (индустриальном, цилиндровом). Для создания разделительной прослойки между инструментом и заготовкой, когда требуется защита от окисления и термическая изоляция, применяют свинцовые белила, порошок алюминия и стекла.
При холодной штамповке смазка должна быть поверхностно активной, чтобы противостоять выжиманию при больших контактных давлениях. Чем тоньше заготовка, тем более тонким должен быть слой смазки. При штамповке углеродистых и легированных сталей в качестве смазки используют фосфатные покрытия; для нержавеющих сталей и никелевых сплавов — оксалатные покрытия; для титановых и циркониевых сплавов — фторидно-фосфатные покрытия. В совокупности с фосфатными, оксалатными и фторидно-фосфатными покрытиями часто используют мыло. Мыльные смазки используют и при выдавливании цветных- металлов. При штамповке цветных металлов часто используют масла и жиры, такие как ланолин и сульфидированный жир. В качестве активных присадок можно использовать синтетические моющие средства.
При волочении труб в качестве смазки применяют мазут, вапор, минеральные масла. Для улучшения смазочной способности минеральных масел к ним добавляют растительные и животные жиры, жирные кислоты, синтетические воски, смолы и другие присадки.
При прессовании применяют смазки на основе графита, вапора, дисульфида молибдена, свинцового сурика, серы, слюды, талька, солей стеариновой кислоты.
При прокатке основным типом смазок являются эмульсии (водномасляные смеси), являющиеся одновременно смазывающими и охлаждающими жидкостями.
Более подробное описание состава, применения и подачи технологических смазок дано в работах.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 297; Нарушение авторских прав?; Мы поможем в написании вашей работы!