КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекция 12. Принципы построения поточных вкладочно-швейно-резальных линий
|
|
|
|
Принципы построения поточных вкладочно-швейно-резальных линий. Особенности их эксплуатации, устройства и механизмы. Принципиальная схема основных технологических модулей фирмы Hidelberg-Stahl
Вкладочно-швейно-резальные агрегаты построены по принципу жесткого потока и состоят из нескольких модулей. Каждый модуль (технологическая машина) имеет специфическое, независимое технологическое назначение, общее энергетическое обеспечение и единую транспортную связь. В потоке устанавливаются различные модификации вкладочно-швейно-резальных агрегатов. В поток входят следующие модули (указываются в порядке технологической последовательности выполняемых операций): самонаклады-раскрыватели сфальцованных тетрадей, самонаклад фальцуемой обложки, бигующие ролики, устройство скрепления - швейные головки для шитья, устройство контроля толщины и пульт управления, устройство для измерения длины корешков комплекта и контроля наличия скоб, автомат для обрезки сшитых комплектов с трех сторон, штанцевальный пресс (высекальные инструменты для высечки узких полосок – дополнительное устройство), транспортные ленты, транспортные ремни, стол для передачи обрезанных блоков, приемное устройство готовой продукции (например, с каскадной подачей, приемка крест-накрест, вертикальная стапельная приемка, выводное устройство продукции в вертикальном положении, выводное устройство для малого формата и т.д.)
В качестве самонакладов-раскрывателей используются тетрадные самонакладчики ротационного и планетарного типов. Самонакладчики могут быть с горизонтальным и вертикальным расположением тетрадей в стопе. Выбор типа и количество самонакладов зависит от вида изготавливаемой продукции.
Принципиальная схема самонаклада-раскрывателя ротационного типа.
Тетради 1 загружаются вертикальной или горизонтальной стопой в магазин 2 (на рисунке 12.1 показано горизонтальное расположение стопы). Присосы 3 оттягивают корешок нижней тетради прижимают его к дискам выводного барабана 4, вращающагося по часовой стрелке. Поэтому такой самонаклад иногда называют барабанным. Захваты 5, установленные на дисках барабана, захватывают корешок отогнутой тетради и выводят ее из магазина. Для облегчения вывода тетради качающиеся крючки 6 приподнимают верхнюю часть стопы. Барабан ведет тетрадь до прижимных роликов 7, затем захваты 5 открываются и тетради роликами 7, доводится до неподвижного упора 8. Положение упора 8 устанавливается по формату тетради.
Раскрывающий механизм самонаклада состоит из полудисков 9 и обрезиненных роликов 10. При подходе корешка тетради к упорам 8 шлейф тетради захватывается захватами 11, установленных на полудисках 9, а вторая половина тетради крючками 12, находящимися на роликах 10. Одновременно прижимные ролики 7 кулачками 13 отжимаются от тетради и она, изменяя напрвление движения, накидывается на седло транспортера.
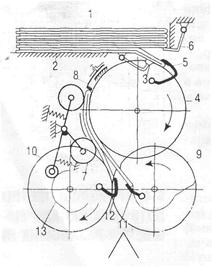
Рисунок 12.1. Принципиальная схема самонаклада-раскрывателя ротационного типа
Наиболее эффективно применение поточных линий для выпуска малообъемных изданий, скомплектованных вкладкой. Такие линии используются для выпуска брошюр, тетрадей, буклетов с толщиной блока до 7 мм, что соответствует объему издания порядка 80 страниц. На этих линиях малыми, средними и большими тиражами выпускаются текстовые издания, предназначенные для взрослого читателя, а также многокрасочные издания для школьников, журналы. Простая поточная механизированная линия для изготовления небольших тиражей объединяет в поток три операции – комплектовку блока, шитье блока проволокой и обрезку с трех сторон. Она состоит из двух машин – полуавтоматической вкладочно-швейной и резальной. Вкладочно-швейная машина состоит из двух частей: комплектующей и проволокошвейной (рис.12.2).
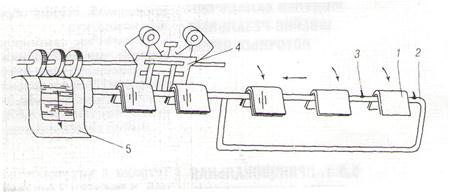
Рисунок 12.2. Схема вкладочно-швейной машины
Во время работы машины тетради и обложку вручную набрасывают в раскрытом виде на неподвижные седла 1, расположенные вдоль цепного транспортера 2. На первое седло набрасывают внутреннюю тетрадь, а на последнее – обложку. По мере продвижения транспортера, закрепленные на нем поводки 3 снимают тетради и обложку с седел, комплектуя издание. Скомплектованное и выравненнон изделие перемещается к швейной машине 4, где оно сшивается двумя скобками и выводиться на приемный стол 5. На столе рабочий формирует привертки и направляет в машину для обрезки приверток с трех сторон.
В связи с большим удельным весом ручных операций производительность такой линии мала и доходит до 4000 экз. в час.
Значительно более эффективны автоматические владочно-швейно-резальные линии (агрегаты), так как обладают большей скоростью работы. Такие линии состоят из автоматической владочно-швейной машины, оснащенной самонакладами, автоматической резальной машины, приемного устройства и различных блокирующих и контролирующих устройств. Производительность этих линий достигает до 12-13 тысяч экземпляров в час, такие линии поставляются фирмами Швейцарии («Мюллер-Мартини»), Япония («Осака») и Германии («Гейдельберг»).
Под патронажем фирмы «гейдельберг» выпускаются ранее производившиеся фирмой «Шталь» вкладочно-швейно-резальные поточные линии (агрегаты) St 100, St 200, St 250, St 300.
Контрольные вопросы:
1. По какому принципу построены вкладочно-швейно-резальные агрегаты и из каких модулей состоят?
2. Из каких механизмов состоит самонаклад-раскрыватель ротационного типа?
3. Где используют поточные линии для выпуска малообъемных изданий, скомплектованных вкладкой?
4. Из каких машин состоит простая поточная механизированная линия для изготовления небольших тиражей?
5. Из каких устройств состоят автоматические владочно-швейно-резальные линии (агрегаты)?
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 912; Нарушение авторских прав?; Мы поможем в написании вашей работы!