КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Виготовлення конструкцій і спорудження металевих труб
|
|
|
|
Водопропускні труби з гофрованого і оцинкованого металу - прогресивна конструкція, що забезпечує влаштування труби економно, в короткі терміни і з високою продуктивністю праці.
Водопропускні труби, що збираються з гофрованого оцинкованого металу (рис. 11.5), забезпечують достатню експлуатаційну надійність споруд при найменших затратах на їх будівництво і утримання. Застосування таких конструкцій дозволяє збірні елементи труб виготовляти при максимальній заводській готовності. Вони мають практично однаковий розхід металу в порівнянні з потребою в арматурі для залізбетонних труб однакового отвору. Просте і економічне транспортування труб будь-яким видом транспорту, включаючи і повітряний, допускають монтування їх в короткі терміни при найменших затратах праці і можливість будувати в будь-яку пору року.

Рис. 11.5. Водопропускна чотирьохочкова труба з гофрованого металу
Металеві труби можна влаштовувати отвором 1,0-7,5 м. Труби отвором 1-3 м, переважно, круглого перетину, зібрані з листів з гофрованого профілю 130х32,5 мм і товщиною металу 1,5-2,5 мм. Труби великих отворів мають як круглий, так і арочний або еліптичний перетин з більш сильним профілем металу (з висотою хвиль до 50 мм і товщиною металу до 4-5 мм). Для виготовлення труб в нашій країні застосовують мідну сталь 15сп, а болти, шайби і гайки - зі сталі 20сп.
Металургійні заводи країни прокочують плоскі гофрровані листи, які потім на спеціальному підприємстві згинають по радіусу труби і влаштовують в них дірки для болтових стиків. Поперечний переріз труб утворюють з декількох стандартних елементів, що з'єднуються між собою болтами (мал. 11.6). Корисна довжина елемента в 1600 мм дозволяє конструювати труби з інтервалом їх отворів через 0,5 м. Кількість стандартних елементів, розташованих по периметру труби, дорівнює подвоєному діаметру отвору труби в метрах. Таким чином, для труби діаметром в 1 м необхідно два вигнутих елемента, для труби в 1,5 м - три, а для труби в 3 м - шість.
Поперечні стики між елементами призначають з однорядним розташуванням болтів і стандартними відстаннями між ними. Поздовжні стики виконують з однорядним і дворядним розташуванням болтів. Болти для поздовжніх і поперечних стиків беруть діаметром 16 мм.
Стикують вигнуті елементи внахлест, при цьому болти ставлять з шайбами спеціальної форми - квадратні, плоско-увігнуті з циліндричними опорними поверхнями відповідного радіусу кривизни, що забезпечує щільне прилягання шайб до поверхонь западин і гребенів хвиль гофрованих листів. Всі елементи труб після їх виготовлення захищають від корозії цинковим покриттям товщиною в 80 мкм.
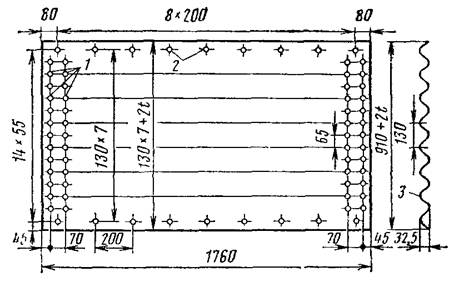
Рис. 11.6. Розгортка стандартного елемента круглих труб отвором 1,0-3,0 м з гофрованого листа: 1 - отвори на гребенлі для поздовжніх стиків; 2 - отвори на гребені для для поперечних стиків; 3 - внутрішня поверхня.
Характерна особливість металевих труб - можливість їх укладання без влаштування спеціального фундаменту. Для нормальної роботи тонкостінних гофрованих конструкцій дуже важлива рівномірна засипка труб з обох сторін з ретельним ущільненням піщаними або супіщаними грунтами без валунів і каменів. Металеві труби збирають з влаштуванням по їх поздовжньому профілю будівельного підйому лотків, який при піщаних грунтах основ становить 1 / 80, а при глинистих - 1 / 50 висоти насипу. Такі труби, як правило, споруджують без влаштування спеціальних вхідних і вихідних оголовків. Укіс насипу і лоток біля труби з обох її сторін зміцнюють бетонними плитами, кам'яною бруківкою або іншим способом.
Виготовляють елементи труб на спеціальному промисловому підприємстві. Перед тим гофровані плоскі листи, що надійшли з металургійного заводу у вигляді пакету листів, загальною масою до 8-10 т розвантажують і складують. Пакети розвантажують з рухомого складу краном за допомогою спеціальної траверси. Пакети гофрованих листів металу для зберігання укладають на підкладки штабелями висотою до 1 м.
Виготовлення елементів металевих труб складається з таких технологічних операцій:
- різання гофрованих плоских листів на заготовки необхідної довжини,
- гнуття листів по заданому радіусу з одночасним профілюванням хвилястого перетину;
- свердління отворів для стикових з'єднань;
- гаряча оцинковка елементів.
Гофровані листи ріжуть прес-ножицями, обладнаними спеціальними ножами хвилястого профілю. Листи металу під ніж подають на піддонах також хвилястого профілю. Гнуття листів забезпечується на чотирьохвалковій листо-гнутній машині. Машина має гнучкі валки хвилястого профілю. Заготовка плоского листа затискається між верхнім і нижнім валками і рядом операцій лист формується за необхідним радіусом кривизни. Отвори для стикування влаштовують свердлінням або пробивкою на верстатах за допомогою напрямляючих кондукторів.
Оброблений елемент труби з чорного металу надходить у цех гарячого оцинкування, де після очищення листів у ваннах з кислотою і промивання водою потрапляє в цинкувальні ванни. Стикові скріплення (болти і шайби) так само оцинковують. Підготовлені елементи пакетують, скріплюючи пачки гофрованих і вигнутих листів в чотирьох місцях (по кутах) дротом, пропущеним через отвори всіх листів пакета, і додатково об'єднують металевою стрічкою в двох перетинах поперек гофр. Виготовлені елементи перед пакетуванням фарбують з внутрішньої сторони вигнутого елемента. Болти та шайби доставляють в ящиках, на яких вказують основні розміри скріплень. Виготовлені елементи труб перевозять із заводу на будову, вживаючи заходів проти ушкодження цинкового покриття і деформацій елементів. Доставляти до місця збірки можна залізничним, автомобільним та повітряним транспортом.
Гофровані труби укладають на подушку товщиною не менше 40 см з піщаного, піщано-гравійного або щебеневого матеріалу, що забезпечує рівномірне обпирання конструкцій по всій довжині. Укладати подушку на природний грунт основ потрібно після видалення грунтово-рослинного шару. При мінімально допустимій товщині подушки в 0,6-0,8 м її ширина повинна бути не менше двох діаметрів отвору.
Трубу укладають в ложі, сплановані спеціальним шаблоном (рис. 11.7, а), або підсипають грунт (подушку) під нижню чверть труби (рис. 11.7, б). Коли подушка готова збирають трубу згідно з монтажною схемою (рис. 11.8). Кругла труба може бути змонтована паралельно подушці, а потім зміщена перекочуванням на підготовлене ложе. Для монтажу труб використовують комплект ручного інструменту: ломики, гайковерти, стандартні гайкові (торцеві і накладні) ключі, молотки. Під час монтажу труби треба стежити, щоб між дотичними поверхнями головок болтів, гайок, шайб і листами конструкцій не потрапляли частинки грунту і т. п.
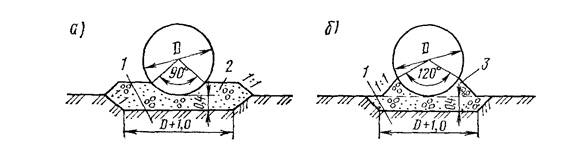
Рис. 11.7. Основи під труби:
а) під шаблон, б) з підсипанням грунту, 1 – грунт основи; 2 – подушка; 3 - підбивка
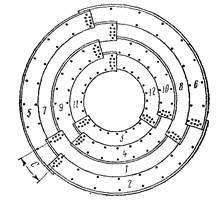
Рис. 11.8. Монтажна схема труби отвором 1,5 м (цифрами показано порядок установки елементів при складанні труби; С - розмір взаємного зміщення поздовжніх стиків.
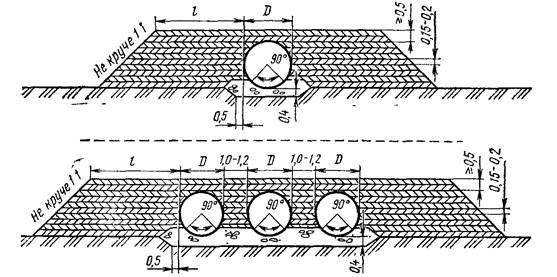
Рис. 11. 9. Пошарова засипка одноочкової і багатоочкових труб, покладених на піщано-гравійній подушці
Зовнішню поверхню змонтованої труби, розташованої в умовах агресивного середовища, наприклад, на болоті, до її засипки грунтом покривають додатково захисним шаром бітумних мастик. Перед нанесенням грунтовки поверхню труби очищають від бруду, пилу, льоду і олійних плям.
В якості грунтовки застосовують емульсію з бітумів дорожніх марок БНД-90/1300 і БНД-60/90. Поверх грунтовки наносять бітумно-гумову мастику (МБР) та ін. Важливим процесом захисту труб, що подовжуює термін експлуатації металевих конструкцій є влаштування всередині труби асфальтобетонного або бетонного лотка в межах 120 ° нижньої частини периметру. Асфальтобетонне або цементобетонне покриття наносять безпосередньо над мастикою, яка покриває внутрішню частину труби. Шар лотка повинен бути зверху над гребенем металу не менше, ніж на 2 см.
Засипають трубу піщаними, піщано-гальковими і супіщанними грунтами з пошаровим укладанням і ретельним рівномірним ущільненням з обох сторін. Товщина шарів - 15-20 см по всій ширині насипу і з обох сторін від труби (рис. 11.9). Ступінь ущільнення грунту повинен бути не менше 95% його максимальної стандартної щільності. Для відсипки бічних призм застосовують бульдозери та самосвали, а для відсипки пазух багатоочкових труб - драглайни. Грунт в призмах біля труб ущільнюють обкаткою укладеного шару колесами транспортних засобів або грунтоущільнувальними машинами. Не можна допускати наближення ущільнюючих машин ближче ніж на 30-40 см до вертикальної дотичної площини стінки труби.
Пазухи в багатоочкових трубах заповнюють грунтом також пошарово і одночасно з засипанням бічних призм на однакову висоту. Ущільнювати грунт у безпосередній близькості від труби, а також в пазухах багатоочкових труб потрібно механізованим інструментом: електро-, пневмо- або мототрамбовками. Проїзд автомобілів-самоскидів і бульдозерів над трубою та організацію поздовжнього перевезення грунту можна допускати при висоті засипки над верхом труби не менше 0,5 м.
Засипка труби в зимовий час можлива тільки дренуючим талим грунтом, без мерзлих грудок, прошарків снігу і льоду.
Питання для самоконтролю:
1. Перевезення залізобетонних труб;
2. Розробка грунту для монтажу залізобетонних труб;
3. Схеми монтажу залізобетонних труб;
4. Транспортування та виготовлення металевих труб;
5. Виготовлення елементів металевих труб;
6. Засипка труб.
Лекція№12
ТЕХНОЛОГІЯ ТА ОРГАНІЗАЦІЯ РОБІТ ПРИ РЕКОНСТРУКЦІЇ ТРАНСПОРТНИХ СПОРУД
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1397; Нарушение авторских прав?; Мы поможем в написании вашей работы!