КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Захват при установившейся прокатке
|
|
|
|
Скорость подачи полосы с0 меньше горизонтальной проекции (на ось х) окружной скорости валков Свx0. При таком соотношении начальных скоростей сила инерции полосы, которая возрастает с ростом ее массы, направлена против хода прокатки, что ухудшает условия захвата.
А. При отсутствии люфтов в системе привода диаграмма скоростей, полученная экспериментально, показана на рис 41а.
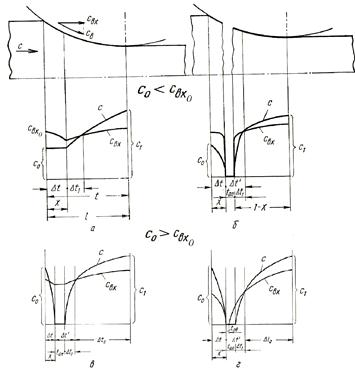 В начальный момент захвата скорость полосы с практически не меняется, а скорость валков несколько снижается, при этом за небольшое время Dt образуется площадка смятия, и силы трения при захвате возрастают. В начальный момент вторичного захвата (D t) скорости полосы и валков (соответственно, с и свx) сближаются, а затем во второй половине очага деформации (>D t+ D t 1) скорость преднего конца полосы становится больше горизонтальной составляющей скорости валков за счет опережения.
В начальный момент захвата скорость полосы с практически не меняется, а скорость валков несколько снижается, при этом за небольшое время Dt образуется площадка смятия, и силы трения при захвате возрастают. В начальный момент вторичного захвата (D t) скорости полосы и валков (соответственно, с и свx) сближаются, а затем во второй половине очага деформации (>D t+ D t 1) скорость преднего конца полосы становится больше горизонтальной составляющей скорости валков за счет опережения.
Рис.41. Влияние скорости подачи полосы и наличия люфтов в деталях привода на условия захвата:
б – худший вариант, в – лучший вариант.
Б. На рис 41б показана динамика захвата при том же соотношении скоростей, но при наличии люфтов в системе привода. Здесь в начальный момент Dt1 происходит снижение скорости валков и полосы до нуля, и некоторый промежуток времени Dt2 полоса и валки простаивают. Далее происходит резкое повышение скорости валков и полосы, в первый момент вторичного захвата разность скоростей полосы и валков велика. Раньше указывалось, что коэффициент трения тем ниже, чем больше разность скоростей полосы и валков в момент захвата. В рассматриваемом случае захват ухудшается по этой причине, а также в результате обратного прокатке направления сил инерции (валки и полоса разгоняются). Это самый неблагоприятный для захвата случай.
2. При скорости подачи полосы с0, больше скорости валков свх0, силы инерции направлены в сторону прокатки и способствуют захвату полосы и образованию площадки смятия. При вторичном захвате также следует рассмотреть два варианта.
В. При отсутствии люфтов в приводе обе скорости падают, но скорость валков – незначительно, а скорость полосы – существенно больше, возможно, до нуля. Скорости остается таковыми некоторый промежуток времени Dt2. Образуется достаточно мощная площадка смятия, что увеличивает начальные силы трения при вторичном захвате (рис 41в). Таким образом, рассмотренные условия захвата являются наилучшими (так как валки не останавливаются).
Г. Если есть люфты в системе привода (рис 41г), то скоростная и инерционная картина остается принципиально той же. Но в момент вторичного захвата валки начинают разгоняться чуть раньше, чем полоса, и время вторичного захвата сокращается (соответственно, растут силы инерции), что не способствует захвату. Кроме того, в начальный момент вторичного захвата разность скоростей валков и полосы значительна. Захват протекает труднее, чем без люфтов, но по-прежнему лучше, чем при обратном соотношении скоростей, так как захвату помогают силы инерциии.
Таким образом, захват предсталяет собой сложный процесс и для прокатки в целом является наиболее ответственной операцией. Необходимо всеми средствами обеспечивать надежность и устойчивость захвата полосы валками и, прежде всего, путем выбора режимов обжатия Dh, не превышающих предельно допустимых углов захвата (по отношению к коэффициенту трения).
Лекция 11
В табл.1 приведены предельные углы захвата в градусах для различных условий прокатки.
Таблица 1
| Условия прокатки | Предельный угол захвата |
| Холодная прокатка со смазкой на шлифованных валках | 3 - 4° |
| Холодная прокатка без смазки на расточенных валках | 5 – 8° |
| Горячая прокатка стального листа | 15 - 18° |
| Горячая прокатка стальных сортовых профилей | 22 - 24° |
| Горячая прокатка алюминиевых сплавов | 18 - 22° |
| Горячая прокатка медных сплавов | 20 - 24° |
| Горячая прокатка на валках с насечкой или наваркой | 27 – 30° |
Предельный угол захвата определяет предельно допустимое обжатие за проход:
Dhmax = D(1-cos amax ).
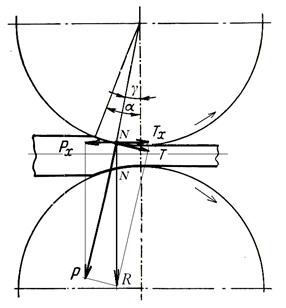
При установившемся процессе покатки, когда образуется передний «жесткий конец», нормальные силы (Р) и касательные (Т) (силы трения) действуют по всей контактной площадке. Равнодействующая их приложена в некоторой средней точке N (рис 42) вблизи от нейтрального сечения. Если угол, соответствующий этой точке, обозначить через g, то по аналогии с предыдущим условием захвата получим условие, при котором сил трения будет достаточно, чтобы процесс прокатки протекал нормально:
m ³ tgg.
 Угол g примерно в два раза меньше угла a, следовательно, если подобное условие выполнялось при захвате металла, то в установившемся процессе оно подавно выполняется (если равны коэффициенты трения при захвате и установившемся процессах. Но на самом деле последний несколько меньше).
Угол g примерно в два раза меньше угла a, следовательно, если подобное условие выполнялось при захвате металла, то в установившемся процессе оно подавно выполняется (если равны коэффициенты трения при захвате и установившемся процессах. Но на самом деле последний несколько меньше).
Рис. 42. Схема действующих сил при установившемся процессе прокатки.
Самым опасным с точки зрения возможности прокатки является момент захвата металла валками, после заполнении очага деформации хватило бы почти в два раза меньших сил трения.
Это обстоятельство широко используют практически:
1. 1. применяют принудительный захват (подпор или рельеф на валках, что равносильно увеличению коэффициента трения при захвате);
2. применяют увеличение обжатия после захвата (сближение валков).
Такой режим прокатки позволяет прокатать нужную толщину полосы за меньшее количество пропусков и повысить производительность.
При производстве периодических профилей, имеющих разную высоту по длине, как показано на рис 43, наиболее обжимаемые участки прокатывают в установившемся процессе при обжатиях выше предельно допустимых, но захват полосы валками осуществляют при обжатиях меньше предельных на утолщенных участках полосы 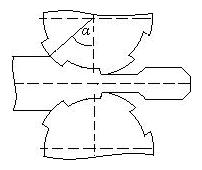
Рис.43. Схема продольной периодической прокатки.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1036; Нарушение авторских прав?; Мы поможем в написании вашей работы!