КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Типы производства
|
|
|
|
Внутрипроизводственная логистика
Внутрипроизводственная логистика — это управление доставкой МР на рабочие места (по мере их движения от стадии к стадии производственного процесса) и запасами незавершенного производства.
Целью внутрипроизводственной логистики является обеспечение непрерывности производственного процесса. Оно реализуется посредством его логистической организации, включая:
- оперативно-календарное планирование, в границах которого разрабатываются графики доставки МР с производственного склада и внутрипроизводственного движения грузов;
- диспетчирование с ориентацией на предупреждение отклонений в организации подачи МР, инструментов, оснастки и т.п. в цеха, на рабочие места и в организации внутрипроизводственного перемещения грузов.
Логистическая концепция организации производства включает в себя следующие основные положения:
1. отказ от избыточных запасов;
2. отказ от завышенного времени на выполнение вспомогательных и транспортно-складских операций;
3. отказ от изготовления серий деталей, на которые нет заказов покупателей;
4. устранение простоев оборудования;
5. обязательное устранение брака;
6. устранение нерациональных внутризаводских перевозок;
7. превращение поставщиков из противостоящей стороны в доброжелательных партнеров.
Логистическая организация позволяет снизить себестоимость в условиях конкуренции путем ориентации предприятия на рынок покупателя, т. е. приоритет получает максимальная загрузка оборудования и выпуск крупной партии изделий.
На характер движения внутрипроизводственного материального потока влияет тип производства и тип логистической организации производственного процесса.
В отечественной теории и практике различают три типа производства: единичное, серийное и массовое.
Для зарубежной теории и практики производственного менеджмента характерно выделение следующих производственных стратегий, соответствующих перечисленным типам производства: стратегии, сфокусированные на процессе; стратегии управления повторяющимися процессами, модульное производство; стратегии, сфокусированные на продукте.
Единичное производство характеризуется:
· малым объемом выпуска одинаковых изделий, повторное изготовление которых, как правило, не предусматривается;
· большой номенклатурой выпускаемых изделий; неустойчивой технологической специализацией участков;
· универсальным оборудованием;
· разнообразными и неупорядоченными связями между рабочими местами;
· универсальным высококвалифицированным персоналом.
Серийное производство характеризуется производством нескольких однородных типов изделий:
· периодически повторяющимися партиями;
· специализацией участков - предметной, предметно-групповой.
Массовое производство характеризуется:
· большим объемом выпуска изделий, непрерывно изготовляемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция подетальной специализацией участков;
· специализированным оборудованием;
· специализацией участков по предметно-замкнутой форме, прямоточными связями между рабочими местами - поточное производство;
· рабочие - операторы, низкой квалификации.
VAT-классификация
- основывается на том, как проходит производственный поток через всю систему.
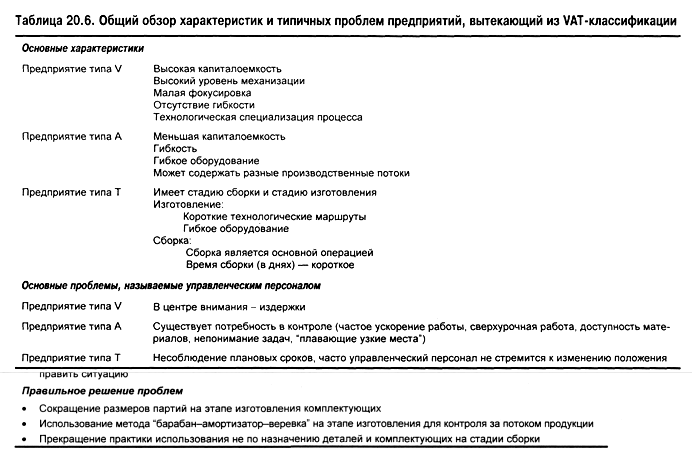
В зависимости от вида выпускаемой продукции и используемых производственных потоков все производственные предприятия можно подразделить на три типа (или их комбинации), обозначенные буквами V, А и Т.
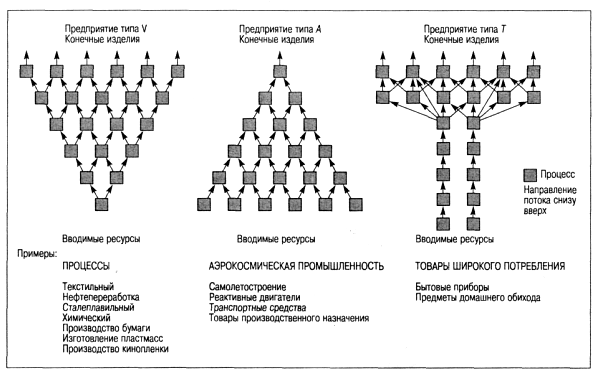
VAT-классификация
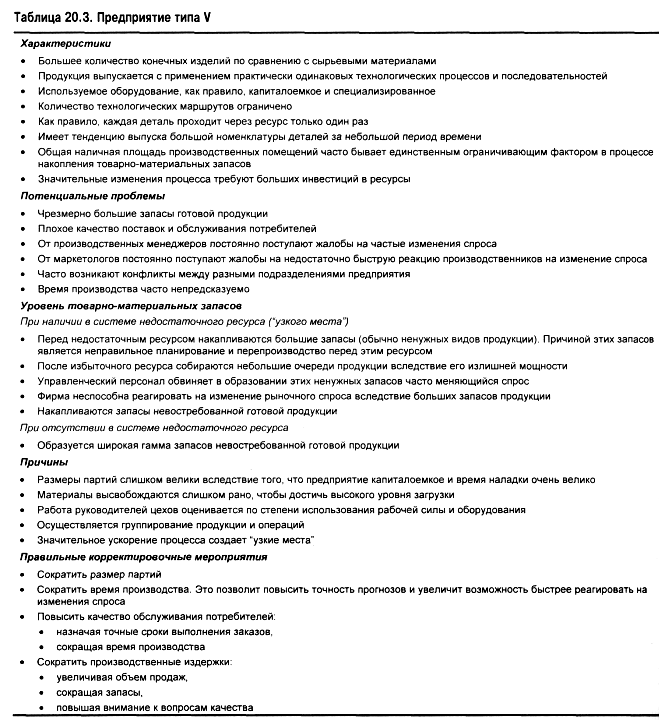
На предприятии типа V существует небольшой набор сырьевых материалов, которые преобразуются в ходе относительно стандартного производственного процесса в значительно большее количество конечных изделий. Вспомним, например, о сталелитейном производстве, на котором несколько видов сырья перерабатываются в листовое железо, стальную катанку и брус, проволоку и т.д.
Предприятие типа А имеют противоположную структуру. На таком предприятии множество видов сырья, материалов, различных комплектующих и деталей трансформируются в незначительное количество конечной продукции. Примером может служить предприятие аэрокосмической промышленности, выпускающее авиационные двигатели, самолеты и ракеты.
На предприятии типа Т конечное изделие собирается множеством различных способов из сходных деталей и компонентов. Производственный процесс состоит из двух стадий: стадия, на которой в результате относительно простых операций выпускаются и хранятся базовые детали и компоненты (нижняя часть буквы Т); стадия, на которой производится сборка, в ходе которой эти одинаковые комплектующие объединяются во множество различных комбинаций, в результате чего создается конечная продукция.

Существует два варианта управления материальными потоками.
1. Толкающая система (push system), т. е. предметы труда, поступающие на производственный участок, которые у технологического звена не заказываются (рис. 6.1).
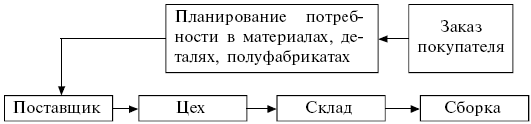
Система с выталкиванием изделия, запущенного в производство
Этот вариант предполагает, что изготовление изделий начинается на одном конце производственной линии, проходит через последовательный ряд технологических операций и заканчивается обработкой на другом конце производственной цепочки. Материальный поток выдается получателю по команде, поступающей на передающее звено из центральной системы управления производством. При этом по завершении обработки на одном участке изделие передается на следующий независимо от того, готов ли этот участок принять изделие на обработку или нет. Каждый участок имеет производственный план. Однако создать жесткий технологический процесс, все параметры которого были бы наперед точно рассчитаны, невозможно, поэтому на предприятиях всегда должен быть определенный производственный запас, который играет роль буфера и увеличивает гибкость системы.
Толкающие системы известны под названием «система MRP». Названные выше системы в значительной степени характерны для традиционных методов организации производства. Возможность их применения для логистической организации производства появилась в связи с широким использованием ЭВМ, что позволило повысить гибкость этой системы.
Принцип «толкающей системы» лежит в основе концепции RP (Requirements/ Resource Planning – Планирование потребностей/ ресурсов), базовым модулем которой является система MRP (Material Requirements Planning – Планирование потребности в материалах).
2. Тянущая система (pull system), при которой предметы труда на технологический участок поступают по мере необходимости. Она способствует сокращению производственных запасов при одновременном увеличении гибкости производства (рис. 6.2).
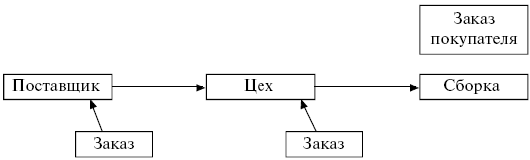
Система с вытягиванием изделия, запущенного в производство
Эта система предполагает получение изделий с предыдущего участка по мере необходимости. Центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных заданий. На промышленных предприятиях план имеет только линия окончательной сборки, и отсюда информация о необходимости производить нужные детали поступает на предыдущие участки посредством специальных карточек. План на участках формируется каждый день, что и обеспечивает гибкость системы.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2549; Нарушение авторских прав?; Мы поможем в написании вашей работы!