КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Завдання на самостійну роботу
|
|
|
|
Допоміжні рухи.Підведення та відведення револьверного супорту проводиться штурвалом Ш, швидкий поворот револьверної голівки для встановлення інструменту в робочу позицію -маховичком Mxi через вал XIII
Рухи у верстаті: рух різання — обертання шпінделя з оброблюваною деталлю. Рухи подач — прямолінійна поступальна хода револьверного супорту в повздовжньому напрямку і повільне обертання револьверної головки навколо своєї вісі (поперечна подача). Допоміжні рухи: у верстаті моделі 1336М подача і затиск матеріалу прутка, підведення та відведення револьверного супорту, поворот револьверної голівки в нову позицію, а також фіксація револьверної голівки проводяться вручну.
Технічна характеристика верстата
Висота вісі шпінделя над станиною, мм..................................185
Діаметр отвору в шпинделі, мм...............................................39
Найбільші розміри прутка, мм:
діаметр круглого.......................................................................36
сторона квадратного...........................................................27
відстань між сторонами шестиграного..................................32
Найбільший діаметр обробки в патроні, мм:
над верхньою частиною супорту..............................................380
над станиною......................................................................420
Число швидкостей обертання шпинделю...............................12
Межі чисел оборотів шпинделю за хвилину:
1-й діапазон......................................................................44—440
2-й діапазон..................................................................115—1150
Кількість величин подач......................................................................6
Межі величин повздовжніх подач
револьверного супорту, мм /об..................................0,06—0,50
Межі величин поперечних подач
револьверної головки, мм/об..............................................0,04—0,39
Кількість гнізд в револьверній головці............................................16
Потужність головного електродвигуна Квт......................................3
Основні вузли верстата (мал. 36): А — труба напрямної з підтриму-ючими стійками для довгих прутків; Б — механізм подачі матеріалу прутка; У — передня бабка з коробкою швидкостей; Г— супорт з револьверною голів-кою; Д — станина; Е — коробка подач.
Органи керуваіння: 1 і 2 — рукоятки перемикання коробки швид-костей; 3 — кнопкова станція; 4 — рукоятка для зміни напряму кругової подачі револьверної голівки; 5 — маховичок ручної подачі револьверної голівки; 6 — маховичок повороту револьверної голівки; 7 — зірочка вклю-чення механічної кругової подачі револьверної голівки; 8 — штурвал ручного продольного переміщення супорту; 9 — рукоятка включення меха-нічної повздовжньої подачі супорту; 10 і 11— рукоятка перемикання короб-ки подач; 12 — штурвал подачі матеріалу прутка.
Принцип роботи. Прутковий матеріал (або штучна заготовка) закріплюється у відповідному патроні шпинделя верстату. Весь комплект ріжучих інструментів, необхідний для виконання даної операції, встановлюється в гніздах револьверної голівки в послідовності, визначува-ною послідовністю переходів технологічного процесу обробки деталі.
Після закінчення кожного переходу револьверна голівка встановлюється вручну у нову позицію. Головка має 16 фіксованих положень. Завдяки наявності на верстаті механізму автоматичного виключення повздовжньої подачі за допомогою переставних повздовжніх упорів, а також за рахунок відповідної установки ріжучих інструментів при наладці верстату, обробка деталей може проводитися без систематичних проміров. Кінематична структура наведена на мал. 37.
Конструктивні особливості. Верстат має просту по конструкції коробку швидкостей, яка має достатній діапазон зміни чисел оборотів шпинделя. При перемиканні швидкостей автоматично включається гальмо, яке різко уповільнює швидкість обертання елементів приводу, что полегшує процес переключення швидкостей и скорочує час на зупинку верстату.Верстат забезпечений барабанною револьверною голівкою з горизонтальною віссю обертання, розташованою паралельно вісі шпинделя, що забезпечує їй велику жорсткість, високу точність і можливість одночасного закріплення значної кількості (до 16) ріжучих інструментів.
Система жорстких повздовжніх і поперечних упорів і наявність механіз-му падаючого черв'яка для автоматичного виключення повздовжньої подачі забезпечує отримання постійних (у межах до 9-го квалітету) розмірів оброблених деталей. У приводі подач передбачена запобіжна кулькова муфта, що виключає можливість поломки механізму подач.

Мал. 37. Кінематична структура токарно-револьверного верстату.
Рух різання. Шпіндель IV (мал. 38, а) отримує обертання від електродвигуна потужністю 3 КВт через клиноремінну передачу 130—297, фрикційну дискову муфту M1 і коробку швидкостей. У коробці швидкостей розташовані парнозмінні колеса 34—53, які можуть мінятися місцями, трьохвінцевий рухомий блок Б1 і двохвінцевий рухомий блок Б2 - Всього шпіндель повинен був би мати 12 швидкостей обертання.
Проте, як видно з графіку швидкостей (мал. 38), чотири з них фактично співпадають, і верстат має тільки вісім різних швидкостей обертання шпінделя — від 44 до 1150 об/мин. Мінімальне число обертів шпинделя за хвилину:

|
Для швидкої зупинки верстату муфта М1 переміщується вправо, включаючи конічне гальмо.
Рухи подач. Рухи подач здійснюються від шпінделя IV через клино-ремінну передачу 105—160, вал V, колеса 27—55 і коробку подач.
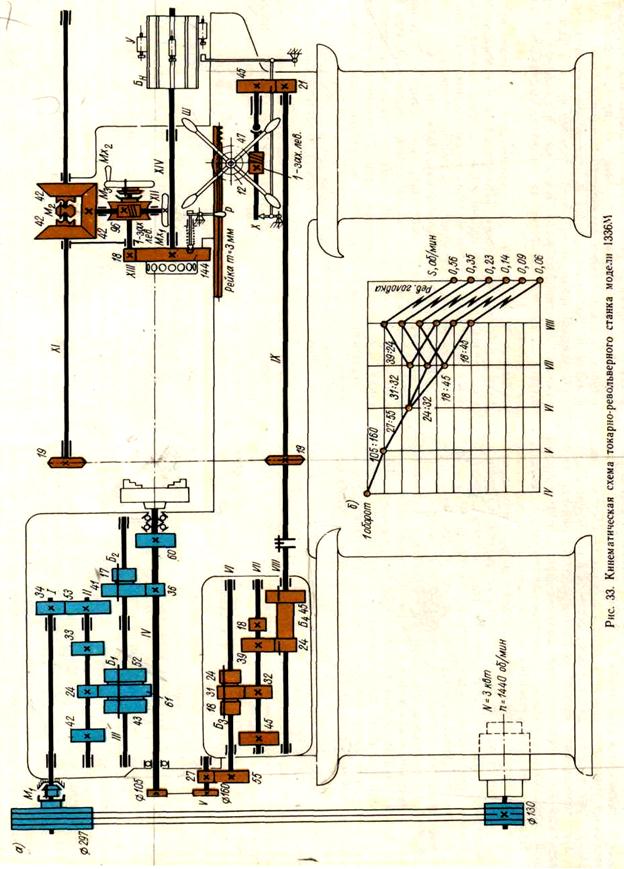
Мал. 38. Кінематична схема токарно- револьверного верстату мод.1336М
У коробці подач знаходяться трьохвінцевий рухомий блок Б3 і двохвін-цевий рухомий блок Б4, що забезпечують шість швидкостей обертання валу VIII (мал. 38 ). Повздовжня подача револьверній голівці надається від валу IX через колеса 21—45, вал X, черв'ячну передачу /— 47 з падаючим черв'яком і рейкову шестерню 12, що знаходиться в зачепленні з рейкою m=3 мм, прикріпленої до супорту револьверної голівки.
Автоматичне виключення повздовжньої подачі здійснюється механіз-мом падаючого черв'яка, який спрацьовує під впливом повздовжніх упорів револьверної голівки.
Поперечна кругова подача револьверної голівки також поступає від валу IX, обертання від якого передається через ланцюгову передачу 19—19, вал XI, конічний реверс 42—42—42, керований кулачковою двосторонньою муфтою М3, вал XII, черв'ячну передачу /—96, конічну фрикційну муфту М3, вал XIII, колеса 18—144 і вал XIV з револьверною голівкою. Максимальна поперечна подача Snп max може бути визначена з виразу:

|
де 190 — діаметр кола центрів інструментальних гнізд в мм.
Ручне поперечне переміщення інструментів досягається поворотом маховичка Mxi, укріпленого на валу XII, коли муфта М2 знаходиться в нейтральному положенні. Для здійснення механічної або ручної кругових подач револьверної голівки конічна фрикційна муфта М3 на валу XIII повинна бути включена.
при розчепленій муфті М3 та вимкнутому ручкою Р фіксаторі (під час робо-
ти з поперечною подачею фіксатор також вимикається). При повороті револьверної голівки приводиться в обертання барабан БН з переставними упорами У виключення повздовжньої подачі.
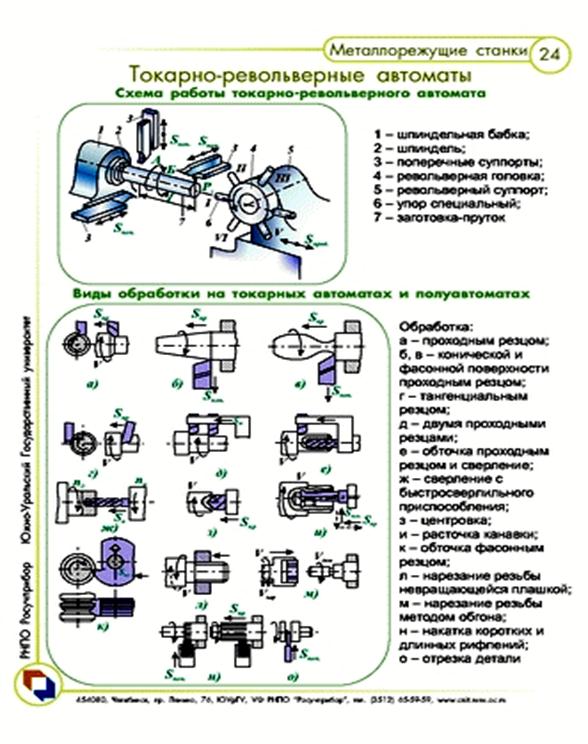
Мал. 39. Схема роботи та типові наладки на токарно – револьверні напівавтомати.
Мал. 40. Схема роботи двокоординатного гідравлічного слідкуючого супорту
токарних напівавтоматів.
Гідрокопіювальний супорт (мал. 40, а) складається з кронштейну 1,балки 4,
пересувних бабок 2 та 7, спеціальних поперечних салазків 10 та гідрокопіюваль ного циліндру Ц. Верхня каретка 6 супорту з різцеутримувачем переміщується по напрямним, розташованим під кутом 45 градусів до вісі шпинделю. Таке розташування напрямних каретки відносно напрямних супорту та вісі центрів верстату дозволяє обточувати не тількі циліндрічні, конічні та фасонні поверхні
але й підрізувати праві торці деталі. Рукоятка 3 призначена для підводу каретки 6 до заготовки. Маховичок 9 призначено для радіальних налагоджувальних переміщень каретки. У якості копіру може бути використовано аба шаблон, або еталонну деталь. Остання встановлюється у центрах бабок 2 та 7. Маховичком 8 здійснюють повздовжнє переміщення еталонної деталі при налагоджування верстата. Шаблон закріплюється безпосередньо на балці 4, а щуп 5 переміщу-ється уздовж формуючої шаблону або еталонної деталі при повздовжньому переміщенні супорту (задаюча подача).
Гідрокопіювальний супорт працює наступним чином. Мастило від насосу Н
(мал. 40, б) надходить через центральний отвір закріпленого та нерухомого штоку Ш у штокову порожнину рухомого гідроциліндру Ц, який жорстко
закріплено з різцеутримувачем на каретці 6 супорту. Зі штокової порожнини гідроциліндру мастило надходить через малий калібрований отвір у поршні
(дросельний отвір) до циліндрової порожнини гідроциліндру, а звідти через
дросельну щілину та вихідний отвір слідкуючого золотника зливається у бак
(жовта лінія руху мастила).
Коли при переміщенні уздовж формуючої шаблону загострений кінець щупу починає підійматися (збільшення діаметру відносно вісьової лінії центрів верс-тату), щуп повертається на шарнірі за часовою стрілкою та починає втоплюва-ти слідкуючий золотник З у його корпус; при цьому щілина витоку мастила з циліндрової порожнини гідроциліндру починає відкриватися, тиск у неї змен-шується, а в штоковій порожнині завдяки каліброваному дросельному отвору
а зберігається на напорному рівні, тому каретка з ріжучим інструментом від-тягується уверх, формуючи відповідний виступ на заготовці (збільшення діаметру). Якщо кінець щупу падає униз, пружина вижимає золотник з корпу-су, керуюча щілина витоку мастила зменшується, тиск у цилиндровій порож-нині зростає (перепад тиску на каліброваному дросельному отворі постійний та складає 0,1 МПа), тому за рахунок різниці у площинах, під дією перепаду тиску мастила, каретка з інструментом подається на заготовку, формуючи відповідну впадину (зменшення діаметру).
Мал. 41. Схема роботи слідкуючих приводів токарних напівавтоматів
- по альбому верстатів 1,2 уважно розібрати кінематичні
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 381; Нарушение авторских прав?; Мы поможем в написании вашей работы!