КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технічна характеристика напівавтомата мод. 1730
|
|
|
|
Загальна харктеристика верстата
Токарний багаторізцевий верстат мод. 1730
I групи:токарні багатошпиндельні та багаторізцеві
Лекція 6. Кінематичні структури, схеми та настроювання верстатів
Мод. 1722, роботу слідкуючих супортів та скласти кінематичні структури верстатів.
Мод. 1П326, токарно- гідрокопіювального верстата
Схем, настроювання токарно- револьверного верстата
Токарні багатошпиндельні та багаторізцеві напівавтомати. Область використання, робота та налагоджування [1-3, 7, 10, ].
Завдання на самостійну роботу.
До першої групи також надходять токарні багатошпиндельні
напівавтомати з горизонтальним (наприклад, мод. 1265-4) та вертикаль-
ним (наприклад, мод. 1К282) розташуванням блоків шпинделів.
Демонструються файли: 36 – 40 – робота багаторізцевих та
багатошпинделних напівавтоматів
Призначення верстата. Напівавтомат призначений для багаторізцевої токарної обробки ступінчастих валиків, барабанів і інших подібних деталей. Наявність спеціальної копірної лінійки забезпечує можливість обточування фасонних поверхонь. Найбільш раціональне застосування верстата - в умовах серійного і великосерійного виробництва.
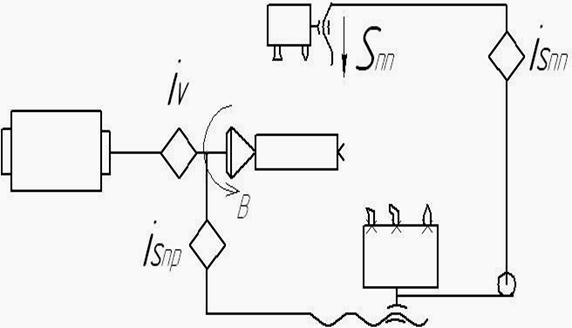
Рухи у верстаті. Рух різання— обертання шпинделя із заготовкою.
Рухи подач: повздовжня подача є прямолінійне поступальне переміщення переднього супорта уздовж вісі виробу; поперечна подача — також прямолінійне.поступальне переміщення заднього супорту в ра- диальному напрямку. Допоміжними рухами є ручні установчі переміщення переднього супорту в повздовжньому і поперечному напрямках, заднього супорту - у поперечному напрямку, піноли задньої бабки –у вісьовому напрямку, а також швидке переміщення супортів від окремого електродвигуна.
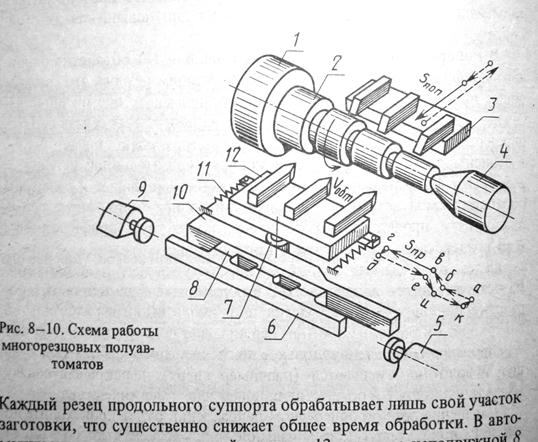
Принцип роботи. Заготовка, закріплена у центрах між передньою і задньою бабками, оброблюється комплектами різців, закріплених в передньому і задньому супортах. У передньому супорті закріплюється комплект прохідних різців, необхідних для обточування циліндричних, конічних і фасонних поверхонь. Обробка конічних і фасонних поверхонь проводиться за допомогою копірної лінійки або слідкуючого супорту. У задньому супорті встановлюється комплект підрізних, канавочных, галтельных і фасонних різців, необхідних для підрізування торців деталі, для виточки канавок, обточування галтелів, зняття фасок і обробки невеликих по ширині фасонних поверхонь.
Найбільший діаметр оброблюваної деталі, мм:
. над станиною................................................................................4!0
над кареткою....................................................................................360
над супортом.................................................................................300
Найбільша довжина ходу супорта,мм:
переднього......................................................................................250
заднього......................................................................................135
Відстань між центрами, мм:
найбільше.......................................................................................500
найменше........................................................................................200
Найбільша довжина обробки, мм.......................................................460
Число швидкостей обертання шпинделя.................................................12
Межі чисел оборотів шпинделя в хвилину....................................40—500
Кількість величин подач переднього супорта.........................................8
а)
(б)
Мал. 42. Кінематична структура токарного багаторізцевого верстату (а)
та схема його роботи (б)
Межі величин повздовжніх подач переднього супорту,мм/об 0,12 -1,38
Кількість величин поперечних подач заднього супорту
на кожну повздовжню подачу...............................................................12
Межі величин поперечних подач заднього супорт,мм/об.........0,016-2,37
Швидкість швидкого переміщення переднього супорту,мм/хв.........2330
Потужність головного електродвигуна, КВт...........................................10
Основні вузли верстата (мал. 43): А — передня бабка з механізмом руху різання; Б — гітара змінних коліс руху різання; У — задній супорт; Г— передній супорт; Д — задня бабка, Е — станина; Ж — коробка подач і вузол автоматики; 3 — гітара змінних коліс повздовжньої подачі переднього супорта.
Органи управління. 1 — рукоятка включення насоса; 2 — кнопкова станція; 3 — рукоятка затиску пиноли задньої бабці; 4 — маховичок ручного поперечного переміщення переднього супорта; 5 — маховичок переміщення піноли задньої бабки; 6 — маховичок ручного повздовжнього переміщення салазок переднього супорта; 7 — рукоятка управління верстатом.
Верстат працює по замкнутому напівавтоматичному циклу. Включення верстата проводиться рукояткою 7; при цьому спочатку супорти швидко підводяться до оброблюваної заготовки, після чого верстат автоматично перемикається на робочу подачу.
Першим в роботу вступає передній супорт, який проводить обробку поверхонь деталі з повздовжньою подачею. Задній супорт в залежності від послідовності технологічних переходів, починає роботу або після закінчення роботи переднього супорта, або незадовго до закінчення обробки деталі переднім супортом.
Після закінчення.работы супортів автоматично включається електродвигун швидких ходів і супорти відводяться в початкове положення, після чого верстат зупиняється.
Конструктивні особливості. Конструкція напівавтомата мод. 1730, в порівнянні з тим, що раніше випускалися московським заводом
„Красный пролетарий ”, вдосконалена. Змінні колеса приводу руху різання виведені на зовнішню стінку верстата, що в значній мірі спрощує і прискорює налагоджування.Обертання шпінделя здійснюється конічними шестернями з криволінійними зубами, що збільшує швидкохідність напівавтомата. У верстаті моделі 1730 відсутній розподільчий вал з кулачками; управління супортами здійснюється вузлом автоматики, змонтованим в коробці подач.
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 860; Нарушение авторских прав?; Мы поможем в написании вашей работы!