КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Шлифование профилирующимися кругами
Профильное шлифование на свободной ленте
Заготовка подается к абразивной ленте оператором вручную или автоматически. Лента натянута роликами или валами и в рабочей зоне, не поддерживается никакими приспособлениями. Заготовка может подаваться на абразивный материал под различными углами и плоскостями.
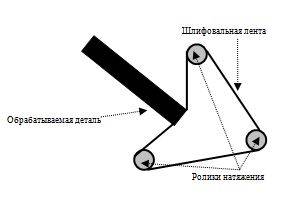
Профильное шлифование ведут методом копирования или огибания (рисунок 1). При методе копирования профиль шлифуемой поверхности детали полностью совпадает с профилем шлифовального круга, который специально профилируют при правке. При методе огибания профили детали и круга не совпадают, а сложный контур на детали образуется как огибающая различных положений шлифовального круга простой формы.
Более распространен метод копирования. Он применяется на различных типах шлифовальных станков и обеспечивает высокую производительность. Круги правят фасонными алмазными роликами и копирными устройствами, расположенными на бабке шлифовального круга.
Операция шлифования кулачков распределительного вала (рис. 2) является типовым примером огибания детали по кругу. Заданный профиль кулачка образуется при совокупном вращении и качании распределительного вала /, который установлен в центрах круглошлифовального станка с качающимся столом. Копиры 3, установленные на передней бабке, поочередно контактируют с копирным роликом 4 и при вращении шпинделя передней бабки осуществляется качательное движение стола по программе, задаваемой профилем копира. Хомутик 2 обеспечивает согласование углового положения копиров и кулачков.
Профилешлифовальные станки, работающие по методу огибания, основаны на принципе копирования чертежа или шаблона и бывают механического или оптического действия. Механический станок (рис. 3, а) с пантографом имеет шаблон 1 и щуп 2. Поступательное перемещение последнего передается на шлифовальный круг 5 через пантограф 4 (с уменьшением),
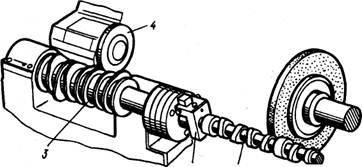
Рис. 2. Шлифование кулачков распределительного вала
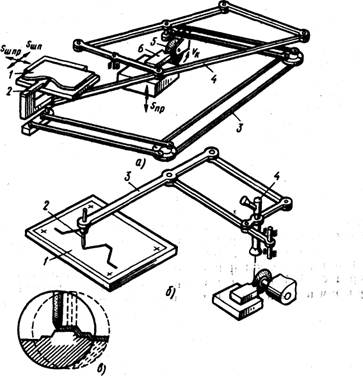
Рис. 3. Схемы работы профилешлифовальных станков с пантографом
а поворот щупа в горизонтальной плоскости осуществляется через вспомогательный двойной параллелограмм 3. Обрабатываемая деталь 6 имеет продольную подачу Snp. Настроечные перемещения 8Ш.„ и 5ш.пр совершает шаблон.
Оптический профилешлифовальный станок с пантографом (рис. 3, б) работает по увеличенному (масштаб 50: 1) чертежу /. Игла 2 перемещается пантографом 3 с передаточным отношением 1: 50 и фиксируется микроскопом 4 (с 25-кратным увеличением). Перекрестные микроскопы повторяют траекторию иглы, уменьшенную в 50 раз, т. е. соответствующую истинным размерам детали. В окуляре микроскопа (рис. 3, в) видны перекрестие окуляра, участок поверхности детали и контур шлифовального круга. Перемещение иглы на чертеже из точки А в точку Б сопровождается перемещением перекрестия. Точку периферии шлифовального круга нужно переместить из точки А в точку Б крестовым суппортом шлифовальной бабки.
Оптическая система (с экраном) профилешлифовального станка является проектором, дающим изображение детали и круга с 50-кратным увеличением. Чертеж детали, выполненный в масштабе 50: 1, накладывают на экран. На нем оператор видит поверхности заготовки, круга и чертеж в одинаковом масштабе. Оператор, перемещая круг механизмом крестового суппорта, видит рабочую точку перифериии круга по линии контура чертежа и, снимая припуск с заготовки, добивается совпадения профиля детали с чертежом. Такие станки позволяют шлифовать плоские и круглые заготовки со сменным профилем с точностью 0,01 — 0,02 мм.
|
Дата добавления: 2014-01-07; Просмотров: 1081; Нарушение авторских прав?; Мы поможем в написании вашей работы!