КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
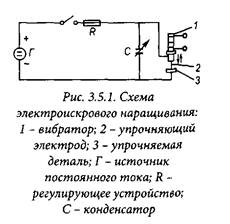
Электроискровое наращивание
|
|
|
|
Открытие советских ученых Б.Р. Лазаренко и Н.И. Лазаренко (а.с. №70010, 1943 г.) о том, что электрическая искра может быть использована как технологический инструмент для обработки металлов, в настоящее время получило всемирное признание. Сущность метода заключается в том, что под действием импульсных электрических разрядов, протекающих в газовой среде, происходит эрозия металлоподобных материалов-электродов, т.е. их разрушение, перенос и отложение на поверхности детали-катода частиц металла (рис.).
Для электроискрового упрочнения применяют электроды, оснащенные твердыми сплавами Т15К6, Т30К4, Т60К4. Упрочнение поверхностей деталей можно производить металлами и сплавами любой твердости, например, сормайтом, стеллитом, вольфрамом и др.
Электроискровое упрочнение деталей производят на малоэлектродных установках, из которых наибольше применение получили установки группы ЭФИ.
Достоинствами ее являются простота на этапах подготовки поверхности, нанесения покрытия и последующей обработки, возможность использования в качестве электродов большинства токопроводящих материалов, высокое качество сцепления покрытия с основным материалом, отсутствие перегрева детали и коробления ее в результате обработки. При выборе технологии восстановления размеров или упрочняющей обработки руководствуются преимущественно тем, что придание необходимых эксплуатационных свойств обрабатываемой поверхности обеспечивается применением электродных материалов с соответствующими физико-механическими свойствами, а получение требуемой толщины покрытия - путем подбора электрического режима обработки с большей или меньшей энергией искровых импульсов. Одной из важных особенностей метода является различие по текстуре обработанной этим методом поверхности и поверхностей после механической обработки. После обработки образуется микрорельеф со скругленными сферическими выступами и впадинами. На поверхности получаются несквозные масляные карманы, что обеспечивает снижение коэффициента трения, они препятствуют утечкам жидкости через так называемые «лабиринтные уплотнения». Наибольшая условная толщина масляной пленки на поверхностях, полученных электроискровой обработкой, больше в 2,5-4,6 раза, чем на шлифованных поверхностях. Метод обеспечивает возможность восстановления деталей с односторонним износом до 0,1 мм (работают в условиях трения скольжения) и до 0,6 мм (работают в неподвижных соединениях). Детали с таким износом составляют до 70% от общего объема изношенных деталей.
Номенклатура восстанавливаемых изделий включает следующее: валы, оси, шкворни, цапфы, балки передней оси, валы ротора, корпуса КП, крышки, подшипниковые щиты, коренные опоры блока цилиндров, коленчатые валы компрессоров холодильных установок, золотники и корпуса гидрораспределителей и гидроусилителей руля, подшипники электродвигателей и др. Особенность внедряемых технологий заключается, как правило, в нанесении покрытий на из ношенные поверхности под размер, чтобы в последующем проводить минимальный съем нанесенного металла механической обработкой. Типовой технологический маршрут: подготовительная обработка (мойка, чистка детали, в необходимых случаях правка центровых отверстий), нанесение покрытия электроискровым методом в ручном или механизированном режиме, последующая обработка (наружные поверхности - шлифовка или выглаживание, или обкатка нагруженным роликом, или без обработки, внутренние поверхности - дорнование или без обработки).
Электроискровая обработка может использоваться и в технологиях упрочнения режущего инструмента, штамповой и технологической оснастки. Она обеспечивает увеличение износостойкости инструмента между переточками в 2-5 раз.
С наиболее высоким эффектом применяются электроискровые технологии при упрочняющей обработке рабочих частей штампов для холодной и горячей обработки металлов. НПФ «Плазмацентр» использует электроискровые технологии для упрочнения технологической оснастки и инструмента промышленных предприятий.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2653; Нарушение авторских прав?; Мы поможем в написании вашей работы!