КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Факторы, определяющие точность обработки
|
|
|
|
Лекция № 3
Изложенного материала
Рекомендации по практическому использованию
Вопросы для самопроверки
1. В чём состоят особенности различных видов производств?
2. Как расставляется оборудование на каждом типе производств?
3. Что такое «коэффициент закрепления операций»?
4. Какие коэффициенты закрепления операций характерны для разных видов производств?
5. Что такое «такт выпуска»?
6. Что называется «концентрацией технологических процессов»?
7. Что называется «дифференциацией технологических процессов»?
8. Чем характеризуется «совмещенная обработка»?
1. Составьте схему расстановки оборудования на выбранном предприятии. Определите такт выпуска по конкретной продукции Вашего предприятия.
2. Предложите пример совмещенной обработки по какой-либо продукции.
ОСНОВНЫЕ ПОНЯТИЯ О ТОЧНОСТИ ОБРАБОТКИ
ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Точность обработки – это степень соответствия изготовленной детали заданным размерам и другим характеристикам, вытекающим из служебного назначения этой детали.
В большинстве случаев конфигурация деталей определяется комбинацией геометрических тел, ограниченных поверхностями простейших форм: плоскими, цилиндрическими, коническими, винтовыми и др.
Основные признаки соответствия детали заданным требованиям:
1) точность формы, то есть степень соответствия отдельных участков поверхностей детали, тем геометрическим телам, с которыми они отождествляются;
2) точность размеров участков поверхностей детали;
3) точность взаимного расположения поверхностей;
4) степень шероховатости поверхности, то есть степень соответствия реальной поверхности той геометрической поверхности, которая представляется идеально гладкой;
Форма обработанной поверхности является отображением кинематических схем обработки, каждой из которых соответствует своя обработанная поверхность.
Размеры отдельных поверхностей и размеры, определяющие взаимное расположение поверхностей, автоматически станком не обеспечиваются. Для автоматизации получения точных размеров необходимо применять особые методы работы и соблюдать ряд других условий (подналадка инструментов, применение координатно-измерительных машин и др.).
Шероховатость поверхности определяется размерной характеристикой микронеровностей, возникающих под влиянием пластических деформаций обрабатываемого материала и других факторов, сопутствующих процессам резания.
Отклонение параметров реальных поверхностей детали от заданных чертежом, характеризует погрешность детали.
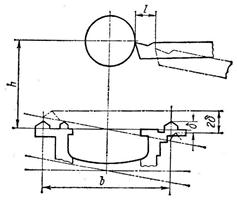
К факторам, определяющим точность обработки, относятся (рис. 3.1):
- температурные деформации узлов станка, обрабатываемой заготовки и режущего инструмента;
- остаточные деформации заготовки;
- неточность измерений в процессе обработки.
В технологии машиностроения рассматривается влияние комплексной системы станок – приспособление – инструмент – деталь (СПИД) на точность изготовленной детали.
| 
|
а) б)
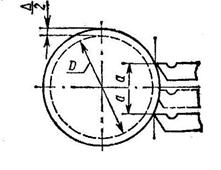
Рис. 3.1. Пример факторов, влияющих на точность обработки:
а) погрешность станины и резца; б) изменение диаметра
детали
3.2. Жёсткость технологической системы
Под влиянием сил резания, пример которых приведен на рис. 3.2, при-
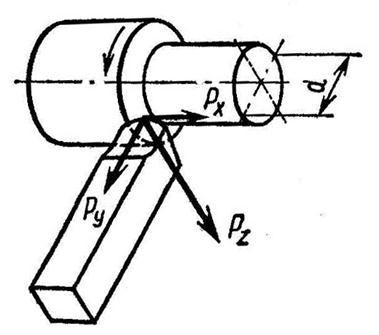
Рис. 3.2. Силы резания при точении
ложенных к звеньям системы СПИД, возникает её деформация. На точность
обработки влияют преимущественно те деформации СПИД, которые изменяют расстояние между режущей кромкой инструмента и обрабатываемой поверхностью, то есть деформации, направленные нормально к обрабатываемой поверхности.
Способность системы противостоять действию силы, вызывающей де-
формации, характеризует её жёсткость.
Жёсткостью технологической системы называется отношение радиальной силы резания  , направленной перпендикулярно обрабатываемой поверхности, к смещению режущей кромки инструмента относительно обрабатываемой поверхности в том же направлении:
, направленной перпендикулярно обрабатываемой поверхности, к смещению режущей кромки инструмента относительно обрабатываемой поверхности в том же направлении:

Совместное действие сил резания снижает точность обработки при тех же характеристиках процесса обработки.
Жёсткость станка – способность узлов станка противостоять действию сил деформации (считая, что инструмент и заготовка являются абсолютно жёсткими).
Жёсткость инструмента (приспособления) – способность инструмента (приспособления) противостоять деформации (при абсолютно жёстких станке и детали).
Для упрощения расчётов жёсткости принята величина обратная жёсткости, называемая податливостью:

Жёсткость системы равна сумме жёсткостей составляющих системы:

Жёсткость системы можно анализировать статистическими методами (нагружение, обработка коротких отрезков и др.).
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2049; Нарушение авторских прав?; Мы поможем в написании вашей работы!