КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поля для выявления эффектов дробления и смазывания
|
|
|
|
Четвертая часть шкалы (рис. 15.10) используется для визуальной и/или денситометрической оценки наличия проскальзывания и/или дробления при печати. Она включает в себя три линейных поля (линии шириной 124 мкм и линиатурой 48 л/см) с углами поворота 0, 90 и 45 градусов для метрологического анализа и поля D для комплексного визуального контроля. Смазывание (slur) возникает из-заразности скоростей пар цилиндров— формный-офсетный или офсетный-печатный (имеются в виду линейные скорости на внешней поверхности цилиндра). При смазывании мы видим следующее: линии, расположенные перпендикулярно направлению печати утолщаются, в то время как линии расположенные параллельно к направлению печати сохраняют толщину. Визуально это выражается в уплотнении перпендикулярно направлению печати.
Дробление может привести к проблемам с совмещением при многокрасочной печати и результатом будет слегка смещенное дополнительное изображение в той же кратинке. Визуально видно, что линии в каком-то одном определенном направлении становятся темнее. В противоположность к смазыванию дробление может проявляться в любом направлении.
Смазывание и дробление можно отличить визуально:
• При дроблении элементы изображения (к примеру, линии) дублируются со смещением, при этом один из элементов обычно светлее другого. Смазывание же приводит только к утолщению линий. Дробление хорошо заметно в светах (при малых размерах растровой точки).
• Дробление может встречаться во всех направлениях, в то время как смазывание — только в направлении печати.
Как показывает практика, особенно чувствительную структуру для распознавания проскальзывания и дробления представляют диагонально расположенные линии.
Измеряя первые три поля денситометром, можно получить количественные данные для анализа свойств офсетного полотна или выявления причин дефектов печати.
Поле D предназначено исключительно для визуального контроля смазывания и дробления.
Рисунок 15.10 – Поля дробления/смазывания
15.3.5 Точечные поля – негативные и позитивные (поля малых точек)
Точечные поля (рис. 15.11) содержат 12 растровых элементов размером 5х5 мм каждый. Поля сформированы круглой растровой точкой с углом поворота растра 45°. Точечные поля характеризуют воспроизведение высоких светов и глубоких теней.
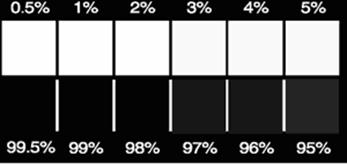 |
Рисунок 15.11 – Точечные поля
В принципе, поля малых точек могут использоваться так же, как и микролинии, то есть по ним можно установить, какие величины позитивных точек еще присутствуют на форме и когда заливаются негативные элементы. Но нужно заметить, что малые точки при переэкспонировании ведут себя не так, как микролинии. Это различие имеет две причины:
· расстояние между малыми точками существенно больше, чем между микролиниями;
· точки растра будут подтравливаться во всех направлениях, в то время как линии – только в двух.
Основное же назначение полей малых точек – помощь в определении минимальных и максимальных воспроизводимых значений тона.
Контроль качества копирования формы по этим элементам можно осуществить либо с помощью денситометра, измеряя процент растровой точки, либо визуально. Наличие хорошо различимых растровых точек в высоких светах (1%, 2%) и пробельных элементов в глубоких тенях (98%, 99%) говорит о правильном изготовлении формы.
Таким образом, контрольная шкала UGRA-PCW позволяет объективно оценить качество копировально-формного процесса: определить необходимую и оптимальную экспозиции, разрешающую способность и градационные искажения, что делает ее использование целесообразным для предприятий, стремящихся обеспечить получение стабильного высокого качества полиграфической продукции. Неоспоримым достоинством данной шкалы является и то, что она позволяет не только оценить качество формно-копировального процесса, но и в достаточной мере контролировать качество печатного процесса.
15.4 Тестовая шкала Fogra Precision Measuring Strip (PMS), показанная на рис.15.12, разработана для количественного контроля процессов копирования с фотоформ на формный материал и печати в соответствии со стандартами DIN 16620-2, ISO 12218 и DIN ISO 12647-2 [6].
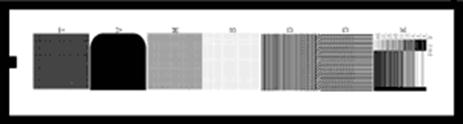 |
Рисунок 15.12 – Тестовая шкала Fogra Precision Measuring Strip
Можно сказать, что данная шкала является «урезанной» версией UGRA-PCW (отсутствует полутоновый клин и элементы с шириной линий 25, 55, 70 мкм), но вышеизложенные методики для оценки разрешающей способности и оптимальной экспозиции применимы и при использовании этой шкалы.
15.5 Ozasol – растровый клин RK-01 (KALLE)
 |
RK-01 (KALLE) – это двенадцатиступенчатый растровый клин с двумя шкалами с L = 60 лин/см и L=120 лин/см (рис. 15.13). Методика оценки идентична вышеописанной методике для шкалы UGRA – PCW, с тем отличием, что при ее использовании становится возможным контролировать градационные искажения при производстве форм не только с линиатурой 60 лин/см, но и с линиатурой 120 лин/см.
Рисунок 15.13 – Ozasol – растровый клин RK-01 (KALLE)
15.6 FOGRA-Kontakt-Kontrollstreifen (FOGRA-KKS)
 |
FOGRA-KKS (рис. 15.14) состоит из трех кольцевых элементов с одинаковым диаметром (25 мм). Эти контрольные элементы содержат тонкие линии одинаковой толщины (приблизительно 50 микрон). Величина покрытия модели составляет 20%, линиатура растра – 40 лин/см. Центр каждого элемента выступает над поверхностью шкалы, несущей изображение. Высота первого выступающего элемента – 75 ± 5 мкм. Высота выступающей центральной части в контрольных элементах 2 и 3 соответственно в два и в три раза больше, чем в контрольном элементе 1. Кольцевые линии пронумерованы от центра контрольных элементов к их периферии.
Рисунок 15.14 – Контрольная шкала FOGRA-KKS
Шкала обеспечивает следующие возможности:
· контроль тенденции потери четкости контуров при экспонировании пленок и печатных пластин (позитивные и негативные пластины),
· объективной оценки возможностей конкретной копировальной рамы (эффективность ее осветительной и вакуумной систем);
· определения наличия препятствующих хорошему контакту объектов (заусенцы, пыль, мелкие волоски и др.);
· определения наилучших режимов создания вакуума;
· определения допустимого времени копирования изображения через рассеивающую пленку (следует отметить, что, по результатам исследований, произведенных FOGRA, доля рассеивающего света должна составлять 15-30% от времени основной экспозиции);
· оценки различных типов офсетных пластин и проведения их сравнительного анализа по объективным показателям.
На рис. 15.15 дано изображение шкалы FOGRA-KKS и ее разреза в копировальной раме.
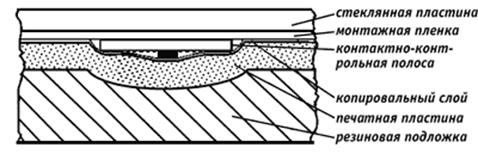 |
Рисунок 15.15 – Контрольная шкала FOGRA-KKS в копировальной раме (вид в разрезе)
Контактно-контрольная шкала FOGRA-KKS кладется на печатную пластину таким образом, чтобы надписи, расположенные по сторонам шкалы, читались. Не имеет значения, закрепляется ли полоса на монтажной пленке или нет (если все-таки используется скотч, рекомендуется, чтобы его толщина не превышала 0,3 мм). Не следует обрезать полосу. При загрязнении полосы можно ее аккуратно очистить с помощью обычных средств для чистки пленки.
При копировании шкалы FOGRA-KKS происходит непрокопировка линий контрольных элементов из-за ее намеренно неплотного контакта с формной пластиной. Величина непрокопировки возрастает от контрольного элемента 1 к контрольному элементу 3. В инструкции указаны допустимые значения непрокопировки. Они соответствуют пятну, внешние размеры которого находятся в диапазоне 14-19 линий контрольного элемента 2 и в диапазоне 20-25 линий контрольного элемента 3. Эти предельные значения следует понимать следующим образом: при нижней пограничной величине (линия 14 контрольного элемента 2 и линия 20 контрольного элемента 3) должно сохраняться 50% изображения линии, а при значениях верхней пограничной величины (линия 19 контрольного элемента 2 и линия 25 контрольного элемента 3) изображение линии должно сохраняться полностью.
Для количественной оценки непрокопировки шкалу при копировании необходимо расположить в центре и в углах копировальной рамы. После этого следует провести по пять копирований в оптимальном режиме экспонирования при неменяющихся условиях. Таким образом устанавливают минимальную величину непрокопировки, которая может быть получена при копировании без рассеивающей пленки. Затем, для выбора оптимального суммарного времени экспонирования (через рассеивающую пленку и без нее) проводят копирование через рассеивающую пленку. Время экспонирования через рассеивающую пленку должно составлять 100, 50, 30 и 20% от общего времени экспонирования. Для каждого значения необходимо провести по пять копирований, причем все остальные параметры должны оставаться неизменными и соответствовать режимам копирования без рассеивающей пленки.
Для определения тенденции к непрокопировке и потере четкости контуров рекомендуется один-два раза в год проводить контрольные испытания копировальной рамы со шкалой KKS. Сравнение полученных данных позволит своевременно обнаружить, в частности, износ резиновых уплотнений коврика копировальной рамы, ухудшение работы элементов вакуумной системы и т. п. Кроме этого, рекомендуется использовать шкалу KKS для уточнения режимов копирования в тех случаях, когда изменяется тип применяемых офсетных пластин, материалы и качество смонтированных фотоформ и другие параметры процесса.
При проведении экспериментов необходимо обязательно вместе со шкалой FOGRA-KKS использовать контрольную шкалу UGRA-PCW или FOGRA PMS, в крайнем случае для контроля процесса экспонирования можно обойтись и шкалой СПШ-К. Показания шкалы FOGRA-KKS могут быть объективно оценены только при оптимальных режимах экспонирования, о методике определения параметров которых было рассказано выше.
Данная шкала является практически незаменимой на полиграфическом производстве, особенно если вместо UGRA-PCW или FOGRA PMS используется только градационный клин (например, шкала СПШ-К или Ozasol – BK-02).
Литература:
1. Печатные формы. Ч. 1/Под общ. ред. Н.Н.Полянского. — Мир книги, 1997. — C. 18-21, 25-27.
2. Печатные формы. Ч. 2/Под общ. ред. Н.Н.Полянского. — Мир книги, 1998. — C. 7-8, 11-14.
3. Технология изготовления печатных форм/Под об. ред. В.И.Шеберстова. — М.: Книга, 1990. — С. 43-44.
4. Ugra-Offset-Testkeil 1982: — Описание. — Б.м.1993.
5. Руководство по эксплуатации шкалы UGRA-1982. — 1998.
6. Отчет о практике фирмы «Фогра» № 34. Прецизионные измерительные полоски фирмы «Фогра» PMS I и контрольно-ступенчатый клин для офсетной печати фирмы «Угра» 1982 года: Инструкция по применению.
7. OFFSETPRAXIS-dokumentation — Б.М., WalenskiW 1990.
8. FOGRA Praxis Report.
|
|
|
|
Дата добавления: 2014-01-15; Просмотров: 985; Нарушение авторских прав?; Мы поможем в написании вашей работы!