КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методика замера люфтов и ошибки следования от неточности передачи
|
|
|
|
Причины, влияющие на ошибки следования установки.
Ошибка следования установки определяется как геометрический угол рассогласования между входным и выходным валами при скорости слежения равной нулю. В серийном производстве геометрический угол рассогласования, после сборки установки, контролируется только в механических цепях, при этом рассматривается влияние только точности изготовления и регулировки качества зацепления. В общем случае на геометрический угол рассогласования влияет величина люфтов в зубчатой передаче. Величина люфта зависит от точности изготовления отдельных элементов редуктора и в частности: изменение межосевого расстояния; изменение полноты зубьев колеса и шестерни; отклонение от геометрии профиля зуба; неравномерность шага между зубьями колеса и шестерни; качества зацепления выходного вала редуктора и зубчатого сектора установки.
Для оценки величины люфтов и ошибки следования установки используется автокалимационный метод. На рис. 40 приведена схема измерения люфтов и неточности следования установки, для этого применяются: автокалиматор (5), зеркальная призма с 31 гранью (4), имитатор привода или маховик (14), выносной сельсин датчик и вольтметр.
Количество граней зеркальной призмы соответствует передаточному отношению сельсинного редуктора точного канала управления, когда система управления отключена и вращение установки производится в ручную, с помощью маховика (14) установленного на валу ИД (7).
 |
Зеркальная призма (4) устанавливается на переходной балке (3), которая крепится на подвижной части установки (2), соосно с осью её вращения. Автокалиматор (5) Рис.40
крепится на стойке (6) в таком положении, чтобы отражённый от зеркала (8) призмы луч, имеющий форму креста, наблюдался на сетке (13). Оптическая ось автокалимационной трубки устанавливается перпендикулярно плоскости зеркала призмы и при повороте установки отражённый от зеркальных граней призмы луч должен находиться примерно в центре перекрестия сетки. На Рис.41 приведена электросхема точного канала управления, в которой СД имитирует прицельную станцию, а вольтметр (V) контролирует угол поворота ротора СП по величине напряжения в его обмотке.
После установки зеркальной призмы, автокалиматора и их регулировки, когда отражённый от зеркала крест совмещается с перекрестием на сетке автокалиматора, вращением ротора СД устанавливается напряжение на роторе СП равное нулю.
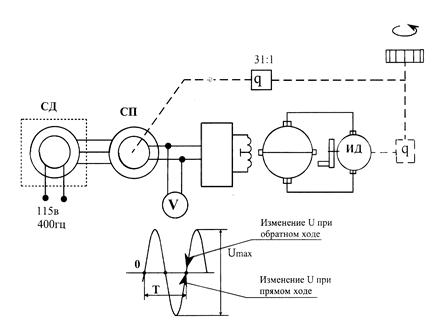 |
За начало отсчёта принимается нулевое значение напряжения на роторе СП. Напряжение на роторе СП изменяется по синусоидальному закону и через период Т ротор поворачивается ровно на один оборот, что соответствует повороту
Рис. 41.
установки на 1:31 оборота, т.е. на одну грань призмы. Количество точек замера зависит от угла поворота установки и количества граней призмы, соответствующих этому углу. Погрешность угла между гранями зеркальной призмы составляет 2-3 угловых секунды, а цена деления автокалиматора 30 угловых секунд, что значительно меньше допустимых значений люфта. При замере люфтов в каждой точке снимается два показания с автокалимационной трубки, соответствующие различному направлению момента внешних сил и способствующему выбору всех люфтов в зубчатом зацеплении.
При определении начала отсчёта углов рассогласования вращение установки производится без приложения внешнего момента. При этом входной вал ИД (7) вращается маховиком (14) и по вольтметру контролируется положение ротора СП.
Напряжение на вольтметре должно плавно изменяться при подходе к нулевому значению при прямом и обратном ходе, но не переходить через ноль. По шкале автокалиматора определяется фактическое положение начала отсчёта для прямого и обратного хода установки О1 и О2.Начало отчёта прямого и обратного хода установки не совпадают на величину угла рассогласования, для данного положения установки.
Фактические значения углов рассогласования получают при действии внешнего момента для каждой точки при прямом и обратном ходе. На Рис.42 приведён график изменения геометрических углов рассогласования для отдельных точек. Величины углов рассогласования для прямого и обратного хода равны ординатам от линий начала отсчёта. Статическая ошибка определяется как среднее арифметическое значение величин углов рассогласования

Где  - абсолютные углы рассогласования при прямом и обратном ходах, индекс «1» и «2» при
- абсолютные углы рассогласования при прямом и обратном ходах, индекс «1» и «2» при  на начало отсчёта от линий О1 и О2 .
на начало отсчёта от линий О1 и О2 .
 Рис. 42.
Рис. 42.
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 615; Нарушение авторских прав?; Мы поможем в написании вашей работы!