КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производство сварных труб
|
|
|
|
Сварные трубы получают из плоской заготовки – ленты, называемой штрипсом, или из листов, ширина которых обычно соответствует длине окружности трубы. Сварные трубы изготовляют несколькими способами: печной сваркой (встык и внакладку), электрической и газовой сваркой.
Способом печной сварки изготовляют трубы главным образом встык диаметром от 10 до 114 ммпри толщине стенки 2–5 мм.Для печной сварки применяется малоуглеродистая сталь (С ≈ 0,3 %). Сварка труб встык выполняется на цепных и непрерывных станах.
Процесс изготовления труб сваркой встык на цепных станах обычно начинают с того, что у одного конца полосы обрезают углы, а сам конец загибают. Схема процесса получения труб сваркой встык показана на рис. 22. Затем заготовку нагревают в печи до сварочной температуры 1300–1350 °С. После чего специальными клещами (при малых диаметрах труб к заготовке приваривается стержень для захвата его клещами) захватывают за загнутый конец полосы (приваренного стержня) и протягивают её через воронку, в которой она одновременно сворачивается в трубу и благодаря давлению сваривается встык.
Рис. 22. Схема процесса получения труб сваркой встык:
1 – заготовка; 2 – воронка; 3 – специальные клещи
Окалина перед сваркой сбивается струей сжатого воздуха. После сварки трубы проходят через калибровочный стан, правильную машину, холодильник и затем поступают на окончательную отделку.
В настоящее время сварку труб встык производят в непрерывных станах, состоящих из 6–12 клетей, в которых валки имеют круглые калибры. В этих станах размотанная с рулона лента вначале проходит роликовую правильную машину, а затем поступает в узкую длинную (до 40 м)газовую печь, где она нагревается до 1300–1350 °С.
По выходе из печи лента попадает в непрерывный прокатный стан, где она формуется в трубу и сваривается встык. После выхода из стана труба на ходу разрезается специальной пилой на куски требуемой длины и далее поступает на калибровочный стан, холодильник и окончательную отделку. Производительность всего агрегата достигает 200–250 тыс. ттруб в год.
Сваркой внакладку получают трубы диаметром до 400 мм(сейчас этот способ применяется редко).
В промышленности применяется несколько способов производства труб электросваркой. Наибольшее распространение имеет способ получения труб контактной сваркой сопротивлением. В этом случае изготавливают трубы диаметром от 6 до 630 мми толщиной стенки от 0,15 до 20 мм.
Исходным материалом здесь служит светлая холоднокатаная лента в рулонах или полосы, а для труб больших диаметров – листовая заготовка, которая предварительно очищается от окалины и ржавчины травлением или обдувкой металлическим песком.
Ленты и полосы свертываются в холодном состоянии в трубу в формовочных (профилезагибочных) непрерывных двухвалковых станах дуо с числом клетей от 5 до 12 в зависимости от размера труб. На рис. 23 показаны последовательность процесса свертывания трубы и расположение валков в шестивалковом стане. Четвертая пара, как видно из рисунка, расположена вертикально. По выходе из последней клети стана трубная заготовка поступает в электросварочный агрегат, где специальными роликовыми электродами. Кромки трубы плотно прижимаются друг к другу и одновременно свариваются. Образовавшийся во время сварки наплыв сострагивается при движении трубы вперед. После сварки трубы проходят правку с калибровкой и дальнейшие отделочные операции.
Кроме производства электросварных труб контактной сваркой сопротивлением, применяются контактная сварка оплавлением (реже), электродуговая сварка под слоем флюса с прямым и со спиральным швом. Способом электродуговой сварки под слоем флюса изготовляют трубы большого диаметра, которые используются главным образом для транспортировки газа, нефти и нефтепродуктов.
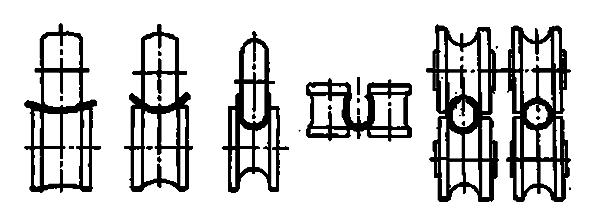
Рис. 23. Последовательность процесса свертывания трубы из полосы в шести парах валков профилезагибочного стана
Трубы с прямым швом изготовляют диаметром 426–1420 ммпри толщине стенки 6–13 мм, а трубы со спиральным швом – диаметром 150–720 ммпри толщине стенки 5–10 мм.
При производстве труб дуговой сваркой под слоем флюса с прямым швом подготовленный лист вначале формуется на листогибочных вальцах или прессах, затем сваривается снаружи и изнутри.
Внутренняя сварка осуществляется сварочной головкой, перемещающейся внутри трубы на тележке со штангой. Сваренные трубы поступают дальше на отделочные операции: калибровку, правку и гидравлическое испытание.
Основными операциями при сварке труб со спиральным швом являются: свертывание трубы по спирали, сварка шва и отрезка. Все эти операции осуществляются на автоматическом трубосварочном стане, имеющем соответственно три основных механизма для подачи ленты, формовки, сварки и отрезки. Производительность таких станов составляет 450–500 мтруб в смену.
В последнее время трубы диаметром от 12,5 до 219 ммначали изготавливать и индукционной сваркой. При изготовлении труб из высоколегированных сталей находит применение атомно-водородная и аргоно-водородная сварки.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1146; Нарушение авторских прав?; Мы поможем в написании вашей работы!