КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Периодический прокат и производство гнутых профилей
|
|
|
|
В настоящее время периодический прокат в кузнечно-штамповочном производстве получает широкое применение не только как фасонная заготовка для последующей штамповки деталей различных машин, но и как заготовка под окончательную механическую обработку.
Периодический прокат, как уже было указано выше, представляет собой заготовку, поперечное сечение которой не является одинаковым по форме и площади, как при обычном продольном прокате, а периодически изменяется. Примеры периодического проката приведены на рис. 24.
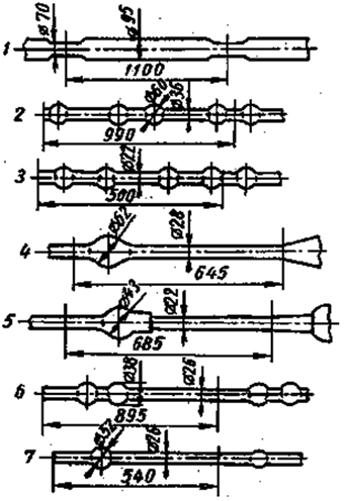
Рис. 24. Примеры периодического проката для последующей штамповки деталей автомобилей:
1 – для коленчатого вала; 2 – для поперечины двигателя; 3 – для серьги рессоры; 4 – для педали тормоза; 5 – для рычага скоростей; 6 – для рычага тормоза; 7 – для рычага переключения
Один из способов получения периодического проката круглого сечения – поперечная прокатка – изображён на рис. 25. Нагретая круглая заготовка сплошного сечения или труба помещается между тремя коническими валками, расположенными под углом в 120° относительно друг друга. Оси рабочих валков повёрнуты на небольшой угол к оси прокатки. Валки, получая вращение посредством универсальных шпинделей, прокатывают находящуюся между ними заготовку при одновременном её перемещении вдоль оси.
Во время прокатки рабочие валки, закреплённые в головках гидроцилиндров,могут сближаться или расходиться от оси изделия, вследствие чего выходящая из валков заготовка имеет переменное сечение по длине, т.е. получается прокат с периодически повторяющимся профилем. Цикличность работы нажимных устройств задается сменной копировальной линейкой, упирающейся в копирный палец, который через систему реле, датчиков тока и других устройств электроавтоматики управляет гидроприводом и главным двигателем стана. Для перехода на прокатку заготовок другого профиля достаточно сменить линейку.
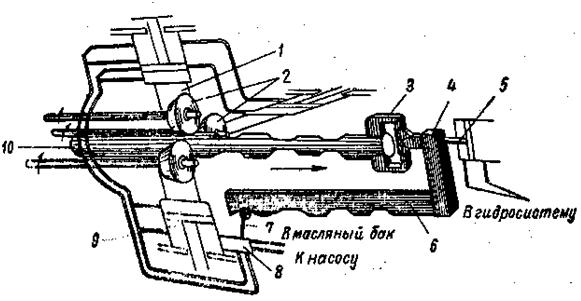
Рис. 25. Схема прокатки изделий периодического профиля в стане с тремя коническими валками:
1 – головка гидроцилиндра; 2 – конические валки; 3 – зажим;
4 – натяжное устройство; 5 – гидравлический цилиндр; 6 – копировальная линейка; 7 – копирный палец; 8 – гидропривод; 9 – гидроцилиндр; 10 – заготовка
Для предохранения заготовки от образования в ней полости (рыхлости) в процессе поперечной прокатки необходимо создать значительное осевое натяжение. Последнее создается при помощи гидравлического цилиндра через свободно вращающийся зажим, в котором зажат конец заготовки. Натяжное устройство перемещает также копировальную линейку. Усилие натяжения и осевая скорость выхода заготовки из валков взаимно регулируются.
На этих периодических трёхвалковых станах прокатывают заготовки диаметром от 25 до 120 ммпри длине от 1100 до 2500 мм. Максимальная скорость прокатки 0,1–0,5 м/с, производительность достигает 10–35 тыс. твгод.
В настоящее время получил широкое распространение и процесс прокатки в винтовых калибрах. Этим способом изготовляют периодический прокат, а также шары для подшипников. Кинематическая схема стана для прокатки шаров представлена на рис. 26. Пруток диаметром на 1–2 ммменьше диаметра шара задается в валки, имеющие круглые калибры, выполненные по винтовой линии. Так как оси валков находятся друг к другу под некоторым углом, то пруток, втягиваясь в них, постепенно формуется в шары, которые в конечном итоге пережимаются и падают в поддон.
Таким способом получаются шары от 4 до 125 ммв диаметре со средней производительностью 60–80 шт./мин.
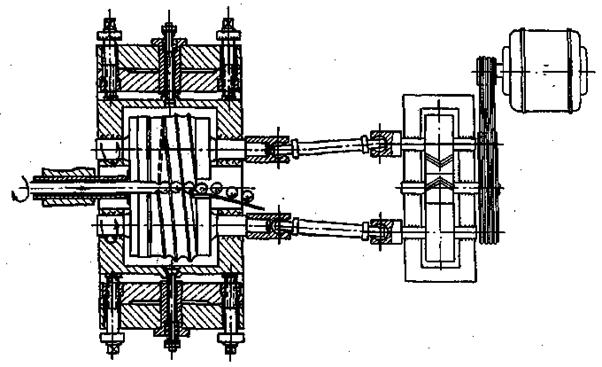
Рис. 26. Кинематическая схема стана для прокатки шаров
В последнее время большое развитие получило производство гнутых профилей из холоднокатаных и горячекатаных полос и лент.
Гнутые профили изготовляют весьма сложной конфигурации, которая не может быть получена при обычной прокатке, и имеют то достоинство, что при одних и тех же механических свойствах (а иногда при более высоких) по сравнению с горячекатаными они на 25–30 % легче последних. Гнутые профили изготовляют на ролико-гибочных машинах, состоящих из нескольких клетей (пар роликов и валков), расположенных одна за другой, в которых происходит постепенное, профилирование полосы в нужный профиль. Гнутые профили изготовляют в виде швеллеров, уголков и другой более сложной формы.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 1361; Нарушение авторских прав?; Мы поможем в написании вашей работы!