КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Модельный комплект
|
|
|
|
Оборудование для реализации литья в разовые формы.
4.1. Литье в песчано – глинистые смеси.
Одним из основных видов литейной технологии является получение отливок в песчано-глинистых смесях (или как говорят «по земле»). Ему присущи те же недостатки, что и были в прошлое время. Однако от этого процесса до сих пор нельзя отказаться, и он, наряду с новыми технологиями, широко используется, в частности, и для получения художественного литья, в особенности крупногабаритных отливок.
Коротко технология получения отливок по этому методу заключается в приготов-лении специальной формовочной смеси - т.е. материала, из которого делают форму и в которую затем заливают металл для получения отливки. Формовочная смесь, как правило, состоит из трех компонентов: наполнителя (песок), связующего (глина) и специальных добавок. Затем следуют операции формовки отливки (по сути отпечатка модели в формовочной смеси), заливки металла, остывании отливки, выбивки и очистки отливки.
Во всех перечисленных операциях применяют разнообразное оборудование и инс-трументы, к основным из которых можно отнести следующие:
Модельным комплектом называется совокупность оснастки и приспособлений, предназначенных для получения определенной отливки. Модельный комплект состоит из модели отливки (или шаблонов для изготовления формы), моделей элементов литниковой системы, одного или нескольких стержневых ящиков, модельных или подмодельных плит и т.д. Основной оснасткой для получения отливки в песчано-глинистой форме является модель отливки и стержневой ящик.
Модель отливки. Модель – приспособление, при помощи которого в литейной форме вос-производят наружный контур будущей отливки, каналы элементов литниковой системы и знаки для крепления стержней. По наружной конфигурации модель является копией отли-вки и отличается от последней несколько увеличенными размерами, учитывающими усад-ку сплава и другие особенности процесса. Важнейшими признаками классификации моде-лей являются - вид литейного сплава, серийность производства, способ получения литей-ных форм, материал, прочность модели, конструкция и т.д.
По виду литейного сплава различают модели для чугунного, стального и цвет-ного литья.
По способу получения литейных форм различают модели для машинной и ручной формовки.
По материалу модели подразделяются на деревянные, металлические, гипсовые, цементные, пластмассовые и комбинированные.
По конструкции модели бывают разъемные, неразъемные, с отъемными частями и специальные (скелетные, шаблонные).
Деревянные модели (первый класс – бук, орех; второй класс – береза, липа; третий класс – сосна, ель) для предотвращения коробления при высыхании модели из-готавливают из сухого пиломатериала. Поверхность деревянной модели и стержней шпа-клюют, зачищают и покрывают нитролаком, не разбухающим при соприкосновении с вла-жной формовочной или стержневой смесью. Достоинства деревянных моделей – дешевиз-на, простота изготовления, малый вес. Недостаток – недолговечность.
Металлические модели характеризуются бóльшей долговечностью, точностью и чистотой рабочей поверхности. Изготавливаются они из алюминиевых сплавов – легкие, не окисляются, хорошо обрабатываются, а также чугуна. Для уменьшения массы, модели делают пустотелыми с ребрами жесткости. Модели из пластмасс устойчивы к дейст- вию влаги при эксплуатации и хранении, не подвергаются короблению, имеют малую массу.
Из-за усадки отливки при затвердевании линейные размеры моделей увеличивают: при производстве отливок из серого чугуна на 1%, ковкого чугуна и стали на 2%, цветных сплавов от 1% до 2%. Для облегчения выполнения операции протяжки (извлечение моде-ли из формы, а стержня из стержневого ящика) на их вертикальных стенках предусматри-вают формовочные уклоны с углами от 0,5 до 50. Если отливка после изготовления подве-ргается механической обработке, то модели и стержни изготавливают с учетом припуска на эту обработку.
Стержневой ящик. Из сказанного выше следует, что для получения многих отливок вну-тренние полости оформляются так называемыми стержнями. Технология изготовления стержней во многом аналогична изготовлению форм. Однако она имеет и особенности, обусловленные более высокими требованиями, предъявляемыми к их прочности, огнеу-порности, газопроницаемости, выбиваемости из отливки. Удовлетворение этих требова-ний обеспечивается прежде всего применением специальных стержневых смесей, теп-ловой сушкой, армированием, устройством вентиляционных каналов. Армирование за-ключается в том, что при изготовлении стержней в них закладывают стальную проволоку диаметром 4 – 8 мм и литые каркасы. Вентиляционные каналы в простых стержнях как и в формах прокалывают душником
Изготовление стержней осуществляется вручную или на специальных стержневых маши-нах из стержневых смесей. По форме стержень должен соответствовать форме внутрен-ней полости в отливке. Готовые стержни подвергаются сушке при температуре 200…
230 0С, для увеличения газопроницаемости и прочности.
Стержни в ручную изготавливаютвспециальных стержневых ящиках. Стержне-вой ящик – формообразующее изделие, имеющее рабочую полость для получения в ней литейного стержня нужных размеров и очертаний из стержневой смеси. Рабочая полость оформляется с помощью модели стержня. В стержневом ящике обеспечивают равноме-рное уплотнение смеси и быстрое извлечение стержня. Стержневые ящики могут быть разъемными и неразъемными (вытряхными), а иногда с нагревателями.
Опоки. Опоки представляют собой ящики без дна и крышки, куда набивается формовоч-ная смесь и в которых изготовляется верхняя и нижняя (если требуется) полуформы; опо-ки оформляют наружные боковые поверхности форм. Они имют приспособления для тра-нспортировки и сборки полуформ.
Литниковая система. Следующим важным моментом является вопрос о том, как расплав-ленный металл попадает в форму, где и образуется отливка. Для этого служит литниковая система. Для ее описания еще раз рассмотрим литейную форму и ее важнейший элемент – литниковую систему (рис. 9).
Литейная форма на рис. 9 состоит из верхней и нижней полуформ, которые изго-тавливаются в опоках 1 – приспособлениях для удержания формовочной смеси. Полуфо-рмы ориентируют с помощью штырей 7. Для образования полостей отверстий или иных сложных контуров в формы устанавливают литейные стержни 8, которые фиксируют по-средством выступов, входящих в соответствующие впадины формы (знаки). Литейную форму заливают расплавленным металлом через литниковую систему.
Литниковая система – совокупность каналов и резервуаров, по которым расплав по-ступает из разливочного ковша в полость формы. Основными элементами литниковой си-стемы являются: литниковая чаша 3, которая служит для приема расплавленного металла и подачи его в форму; стояк 2 – вертикальный или наклонный канал для подачи металла из литниковой чаши в рабочую полость или к другим элементам; шлакоуловитель 5, с по-мощью которого удерживается шлак и другие неметаллические примеси; питатель 6 – один или несколько, через которые расплавленный металл непосредственно подводится в полость литейной формы. Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служат прибыли или выпор 4. Для вывода газов предназначены и вентиляционные каналы 11.
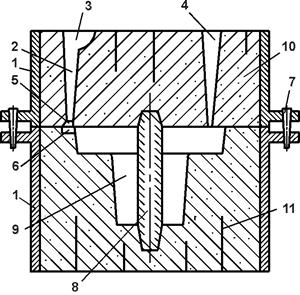
Рис. 9. Эскиз формы в сборе:
1 – опоки; 2 – стояк; 3 – литниковая чаша; 4 – выпор; 5 – шлакоуловитель; 6 – пита-тель; 7 – штырь; 8 – стержень; 9 – полость формы; 10 – формовочная смесь; 11 – ве-нтиляционные каналы.
Модель литниковой системы изготовляемая по своим чертежам из формовочных смесей устанавливается на основной модели отливки, а после операции формовки удаляется вме-сте с основной моделью, в результате чего формируются показанные выше каналы и по-лости.
Модельные плиты формируют разъем литейной формы, на них закрепляют части модели. Их используют для изготовления как опочных так и безопочных полуформ. Для машин-ной формовки применяют координатные модельные плиты и плиты со сменными вклады-шами (металлическая рамка плюс металлические или деревянные вкладыши).
Кроме сказанного существует еще много специального оборудования и инструмен-та, который используется для приготовления формовочной смеси, заполнения ею опоки с моделью, подрезания при необходимости части формовки, заливки металла в литниковую систему, остывания отливки и т.д.
Материалы, применяемые для изготовления разовых литейных форм и стержней, делятся на исходные формовочные материалы и формовочные смеси; их масса равна в среднем 5—6 т на 1 т годных отливок в год. При изготовлении формовочной смеси ис-пользуют отработанную формовочную смесь, выбитую из опок, свежие песчано-глинис-тые или бентонитовые материалы, добавки, улучшающие свойства смеси, и воду. В стерж-невую смесь обычно входят кварцевый песок, связующие материалы (масло, смола и др.) и добавки. Приготовление смеси производят в определённой последовательности на сме-сеприготовительном оборудовании; ситах, сушилах, дробилках, мельницах, магнитных сепараторах, смесителях и т. п.
Затвердевшие отливки обычно выбивают на вибрационных решётках или коромыслах. При этом смесь просыпается через решётку и поступает в смесеприготовительное отделение на переработку, а отливки — в очистное отделение. При очистке отливок с них удаляют пригоревшую смесь, отбивают (отрезают) элементы литниковой системы и зачищают заливы сплава и остатки литников. Эти операции проводят в галтовочных барабанах, дробеструйных и дробемётных установках. Крупные отливки очищают гидравлическим способом в специальных камерах. Обрубку и зачистку отливки осуществляют пневматическими зубилами и абразивным инструментом. Отливки из цветных металлов обрабатывают на металлорежущих станках.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 2499; Нарушение авторских прав?; Мы поможем в написании вашей работы!