КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработка контуров и поверхностей фрезерованием
|
|
|
|
Единичные циклы обработки элементов деталей.
С применением проверенных на практике типовых технологических решений значительно уменьшается трудоемкость подготовки управляющих программ вручную, что является основой для создания САП.
На основе типовых технологических решений строятся типовые и постоянные циклы обработки элементов детали (единичные циклы). Из таких циклов состоит общий цикл обработки детали. Последовательность выполнения рабочих и вспомогательных ходов в единичном цикле не зависит от особенностей конкретной детали.
В типовых циклах отражаются имеющиеся рекомендации для возможных вариантов обработки [1]. Постоянные (автоматические) циклы могут быть реализованы в виде небольшой программы, которая не подлежит изменению. Гибкие циклы широко используются на станках с микропроцессорными системами ЧПУ и реализованы как подпрограммы, которые легко меняются при программировании. Постоянные циклы и подпрограммы можно повторять в любом месте программы. Это дает возможность существенно упростить программирование обработки деталей, имеющих несколько одинаковых элементов.
Инструмент для обработки контуров и поверхностей. Все элементы деталей, обрабатываемых фрезерованием, разделяют на две группы. К первой группе относятся элементы, поверхности которых получаются проходом фрезы вдоль контура детали. Элементы, поверхности которых требуют многопроходной обработки заготовки, образуют вторую группу.
В зависимости от числа одновременно управляемых координат различают плоскую и объемную обработки контуров и поверхностей деталей. Плоская обработка ведется по одной или двум координатным осям одновременно в плоскости, параллельной одной из координатных плоскостей. Объемная обработка предполагает осуществление рабочих ходов одновременно по трем и более координатам.
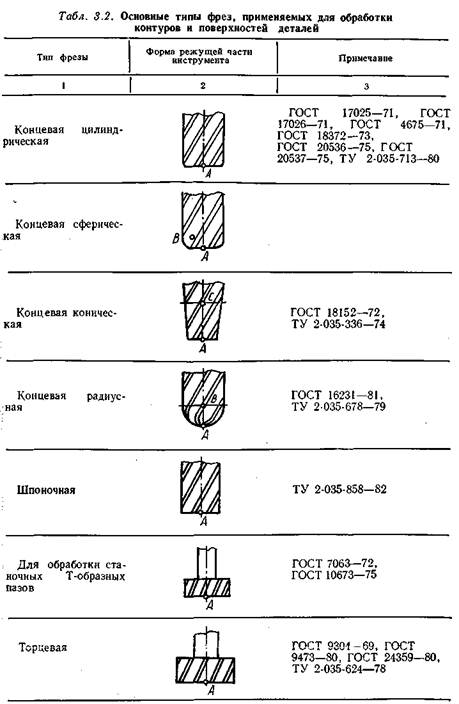
Основные типы фрез, применяемых для обработки контуров и поверхностей деталей, приведены в табл. 3.2.
В таблице буквами А, В, С обозначены точки, по которым определяются вылеты инструмента (настроечные точки). Когда обработка ведется боковой или торцевой частью фрезы, расчетной точкой траектории является вершина А. При обработке скругленной боковой частью фрезы расчетной точкой служит центр скругления В. Для конической фрезы расчетная точка С находится на пересечении оси инструмента с плоскостью, в которой заданы размеры обрабатываемого элемента детали.
При обработке на фрезерных станках с ЧПУ, кроме фрез различных типоразмеров, широко используются инструменты для обработки отверстий: сверла, зенкеры, развертки и т. п.
Операции фрезерования начинают с черновой обработки поверхностей большой протяженности, затем производят их чистовую обработку. Далее обрабатывают большие, а следом мелкие отверстия. При программировании технологических переходов фрезерования применяют типовые схемы обработки (контуров, плоских поверхностей, объемной обработки) и разработанные на их основе единичные циклы обработки элементов деталей.
Схемы плоской обработки контуров.[Обработку контуров ведут, как правило, концевыми фрезами. Траектория перемещения при этом состоит из участков подвода фрезы к обрабатываемой поверхности, прохода ее вдоль обрабатываемого контура и отвода от обработанной поверхности. Участок подвода фрезы к обрабатываемой поверхности включает участок врезания.
 При чистовой обработке детали участок врезания должен быть построен таким образом, чтобы значение силы резания нарастало и плавно приближалось к значению силы, действующей на рабочем участке обрабатываемого профиля. Для этого ввод инструмента в зону резания осуществляется по касательной к обрабатываемому контуру.
При чистовой обработке детали участок врезания должен быть построен таким образом, чтобы значение силы резания нарастало и плавно приближалось к значению силы, действующей на рабочем участке обрабатываемого профиля. Для этого ввод инструмента в зону резания осуществляется по касательной к обрабатываемому контуру.
При черновой обработке детали врезание чаще производят по нормали к контуру. Аналогично строят участки вывода фрезы из зоны резания.
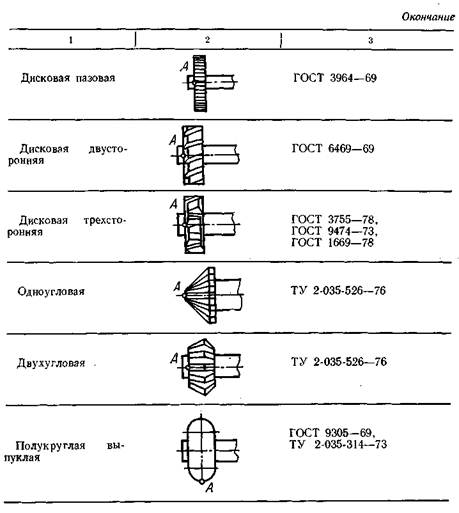
Типовые схемы плоской обработки контуров и примеры построенных на их основе типовых единичных циклов приведены на рис. 3.2 и 3.3.
При обходе контура детали траектория перемещения инструмента может иметь участки с резким изменением направления движения. Таким участкам вследствие упругих деформаций инструмента и динамических погрешностей привода подач станка, как правило, могут соответствовать искажения контура. Исключения искажения контура или уменьшения его величины добиваются путем изменения припуска на обработку, предыскажения траектории инструмента, регулирования подачи. Часто применяются различные сочетания указанных приемов.
Схемы обработки плоских поверхностей. Обработку плоских поверхностей (плоскостей) ведут преимущественно концевыми и торцевыми фрезами. В зависимости от расположения обрабатываемых плоскостей относительно граничащих с ними элементов детали различают открытые, полуоткрытые и закрытые плоскости [55]. Граница открытой плоскости не является препятствием для ввода и вы вода инструмента на всех ее участках. Полуоткрытая плоскость имеет границу, на одном из участков которой можно вводить и выводить инструмент на уровне плоскости. Закрытая плоскость ограничена со всех сторон стенками (инструмент вводят в зону резания либо сверху, либо врезанием).-
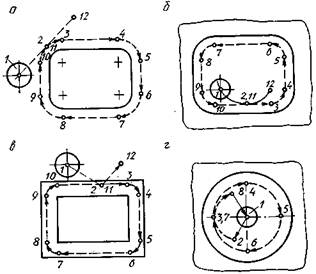
Рис. 3.2. Схемы обработки контуров:
а, в — наружного; б, г — внутреннего
Обработка открытых плоскостей ведется по схеме «зигзаг» при черновом фрезеровании (рис. 3.4, а) и по схеме «петля» при чистовом фрезеровании (рис. 3.4, б). Для обработки полуоткрытых плоскостей применяется схема «лента» (рис. 3.4, в). Закрытые плоскости обрабатываются по схеме «виток» (рис. 3.4, г).
Для обработки закрытой плоскости, ограниченной окружностью, лучшей траекторией, обеспечивающей равномерное снятие припуска, является архимедова спираль [22]. Такая траектория может быть получена на станке с поворотным столом при обработке плоскости, ограниченной окружностью с центром, совпадающим с осью вращения стола (столу сообщается равномерное вращательное, а фрезе равномерное поступательное движение). Однако совмещение центра окружности с осью вращения стола всегда связано с допол нительными затратами времени, особенно при обработке деталей с большим количеством таких плоскостей. Поэтому на станках с линейно-круговой интерполяцией обработку закрытой плоскости, ограниченной окружностью, ведут по спирали, образованной сопряженными дугами окружностей. Такие спирали строят с двумя и четырьмя полюсами.

Рис. 3.3. Типовые циклы контурного фрезерования:
а — д — карманов и окон шпоночными и концевыми фрезами; е—з — уступов, бобышек концевыми фрезами
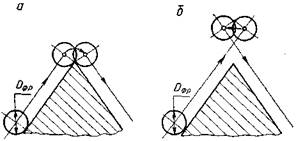
Двухполюсная спираль (рис. 3.5, а) образуется из сопряженных дуг полуокружностей, центры которых поочередно находятся в полюсах А и В. Полюс А располагается в центре окружности RK, ограничивающей закрытую плоскость. Полюс В находится от полюса А на расстоянии, равном половине шага h спирали, который выбирают из условия ее сопряжения с окружностью Rs, эквидистантной окружности радиуса RK(Ra = RK—D<bl2, где Оф — диаметр фрезы). Значение h находят из выражения h=RK-a/Ra, где а определяют из условия /?э/(0,61>ф):зга^гЛУ(0,81>ф) и меньшее его значение округляют до большего целого числа.
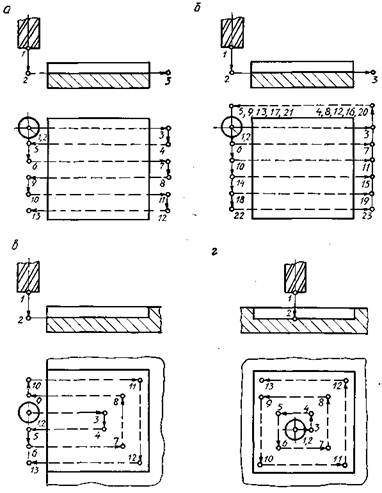
Рис. 3.4. Типовые схемы обработки плоскостей
Спираль, изображенная на рис. 3.5, а, образована дугами полуокружностей радиусов ri и R3 с центрами в полюсе В и дугой полуокружности радиуса R% с центром в полюсе А. Начинается спираль в центре окружности радиуса RK.
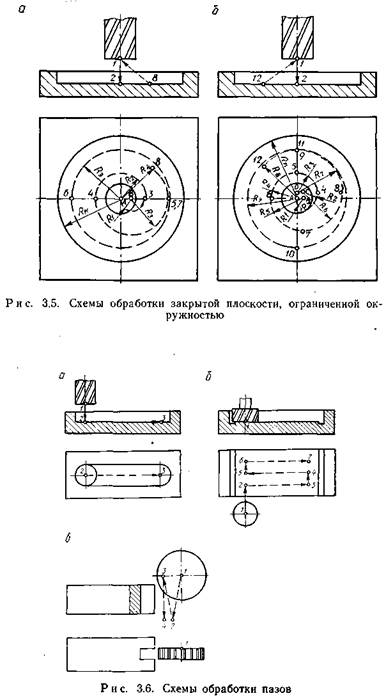
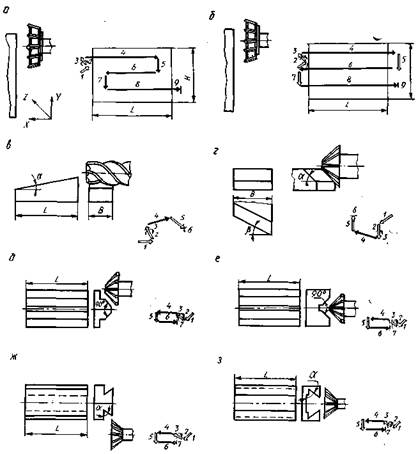
Рис. 3.7. Типовые циклы фрезерования плоскостей:
а, б — чернового и чистового торцевой фрезой; в, г — уклона концевой и угловой фрезами; д, е — граней призм угловыми фрезами; ж, з — «ласточкиного хвоста» угловыми фрезами
Четырехполюсная спираль (рис. 3.5, б) образуется из сопряженных четвертей окружностей с центрами в полюсах А, В, С и D. Полюсы располагаются в вершинах квадрата со стороной, равной четверти шага спирали. Квадрат полюсов строят так, чтобы его стороны были параллельны осям окружности радиуса RK, а одна из вершин (полюс А) совпала с центром этой окружности. Шаг спирали выбирают так же, как и при построении двухполюсной спирали.
Схемы обработки пазов концевыми, торцевыми и дисковыми фрезами показаны на рис. 3.6.
При обработке шпоночного паза концевой фрезой для ее ввода в зону резания предварительно сверлят отверстие (рис. 3.6, а). Фрезерование полуоткрытой плоскости паза торцевой фрезой ведут, как правило, после предварительной обработки его боковых сторон концевой фрезой. Пазы, полученные концевой фрезой, превращают обрабатываемую плоскость в открытую и позволяют использовать при торцевом фрезеровании схемы «зигзаг», «петля» и «елочка» (рис. 3.6, б). Последняя схема реализуется также при обработке сквозного паза трехсторонней дисковой фрезой (рис. 3.6, в).
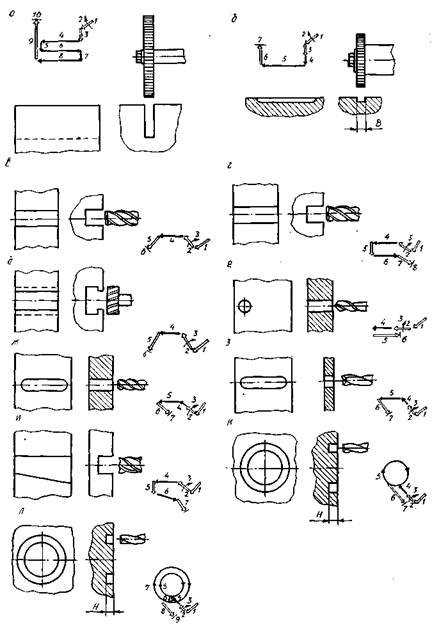
Рис. 3.8. Типовые циклы фрезерования:
а, б — пазов прорезными фрезами; в — д — Т-образного паза, вначале прямого (в) осевой концевой фрезой или «в разгон» (г), затем специальной фрезой (д); е, ж — шпоночного паза концевой фрезой с предварительным сверлением (е); з — шпоночного паза шпоночной фрезой без предварительного сверления; и — пазов с непараллельными стенками концевой фрезой; к, л -~ кольцевых пазов осевой шпоночной фрезой (к), «в разгон» (л)
Примеры типовых единичных циклов фрезерования плоскостей и пазов приведены на рис. 3.7 и 3.8.
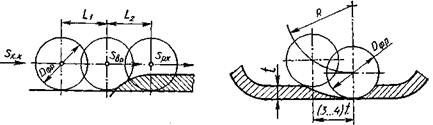
Рис. 3.9. Схема врезания фрезы Рис. 3.10. Схема врезания фрезы
для наружного контура в припуск на внутренних поверхно-
стях
Траектории вспомогательных ходов при контурном фрезеровании.
При проектировании траектории движения инструмента следует уделять внимание методам построения вспомогательных ходов. Обработку фрезерованием внешнего контура рекомендуется начинать врезанием фрезы по касательной к нему (рис. 3.9). Участок L\ — путь, на котором скорость холостого хода uSx.x снижается до скорости подачи врезания vs. На участке L2 происходит врезание фрезы с дальнейшим снижением скорости подачи до рабочего fsp.x.
Врезание фрезы в припуск на внутренних поверхностях детали производится по криволинейной траектории. Наиболее благоприятной траекторией является участок окружности радиуса, при котором путь врезания примерно равен (3..A)t (t — глубина резания) (рис. ЗЛО).
Наружный контур может иметь прямые, тупые и острые углы. Траекториями обвода углов при этом являются дуги окружности с радиусом, равным радиусу фрезы (рис. 3.11, а). Часто вместо перемещений по дуге используются дополнительные петлеобразные перемещения (рис. 3.11, б).
Схемы объемной обработки. Для определения траектории инструмента при объемной обработке детали используется метод сечения обрабатываемых поверхностей направляющими поверхностями одного семейства. Такими семействами являются пучки параллельных плоскостей, пучки плоскостей, проходящих через заданную ось, пучки соосных цилиндров и т. п. [21]. Пучки направляющих поверхностей выбирают с учетом координатных перемещений рабочих органов станка. Наиболее часто встречаются направляющие плоскости, параллельные одной из координатных плоскостей станка.
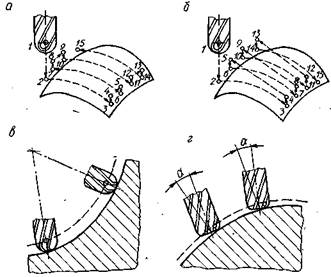
Рис. 3.12. Схемы объемной обработки поверхностей
Следы пересечения обрабатываемых и направляющих поверхностей образуют линии контуров, относительно которых строятся участки траектории фрезы для проходов по строкам. На трехкоор-динатных фрезерных станках обработку ведут по схеме «строка» (рис. 3.12, а) или «зигзаг» (рис. 3.12, б). Расстояния между строками выбирают в зависимости от радиуса режущей части фрезы и требований к точности и шероховатости поверхности.
При многокоординатной (по четырем, пяти и более координатам) обработке детали наряду с поступательными перемещениями меняется ориентация оси инструмента. Причем наиболее часто используется обработка поверхности с поворотом оси инструмента вокруг некоторой фиксированной точки (рис. 3.12, в) и обработка при некотором постоянном угле а между осью инструмента и нормалью к обрабатываемой поверхности (рис. 3.12, г).

Приведенные основные схемы объемной обработки детали используются для построения траектории инструмента в различных комбинациях. Выбор варианта обработки определяется видом обрабатываемой поверхности, формой режущей части инструмента и возможностями станка (табл. 3.3).
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 14215; Нарушение авторских прав?; Мы поможем в написании вашей работы!