КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Класифікація та типові компонування автоматичних потокових ліній
|
|
|
|
Сучасне швидке переналагодження виробництва на досконалі види споживчої продукції різноманітної номенклатури деяких харчових технологій (кондитерська, молочна та інша) можливе лише у разі застосуванні машин-автоматів, гнучких виробничих систем (ГВС) і робото-технічних комплексів (РТК) з промисловими роботами (ПР) і маніпуляційними системами. Але в даний час більшість вітчизняних харчопереробних підприємств недостатньо оснащені діючими МА та АПЛ.
На синхронни х лініях об’єкти обробки (вироби) передаються безпосередньо від позиції до позиції і зупинка однієї з них призводить до зупинки всієї лінії. На асинхронних — між позиціями існує невеликий запас заготовок.
Заготовки та вироби на робочих позиціях супутникових ліній встановлюються і закріплюються або безпосередньо у пристроях МА, або у пристроях-супутниках, які переміщуються разом із об’єктом обробки (виробом).
Компонування механізмів на станині машини та компонування автоматів, транспортних і допоміжних пристроїв у потокових лініях відіграють істотну роль як з погляду вартості устаткування і його монтажу, так і з погляду експлуатаційних витрат. Таке компонування впливає на амортизаційні відрахування із виробничих площ. Наприклад, застосування вертикальних багатоповерхових конструкцій і здвоєних машин значно скорочує займані технологічним устаткуванням площі цеху й створює зручність в експлуатації. Проте стандартних рецептів, які були б придатні для всіх випадків, дати не можна. Існують вдалі й невдалі рішення компонувань того самого типу.
Компонування машин-автоматів можна класифікувати за ознаками:
геометричним розміщенням основних робочих органів (РО) у просторі та на площині — горизонтальні, похилі й комбіновані;
траєкторією руху виробів всередині машини (за типом внутрішньо-машинного транспортера) — на прямолінійні, у тому числі Г- і П-подібні;
кількістю потоків — одно- та багатопотокові;
типами, кількістю й розміщенням двигунів і контрольно-керувальних органів машини — з вбудованими або винесеними двигунами й пультами керування, з механічними, пневматичними та іншими видами передач;
виглядом станини або корпуса: вузли машини можуть бути скомпоновані на одній станині, на кількох спарених одна з одною підставках, у корпусі шафового, шахтного або тунельного типу. Станини можуть бути масивними стаціонарними або легкими, що припускають переміщення. Особливо варте уваги блокове компонування стикованих між собою вузлів машини, що уможливлює швидку їх заміну.
Прикладами площинних горизонтальних роторних компонувань МА є карусельні генератори морозива «ескімо», автомати для фасування сиру, вершкового масла та олії, роторні пляшкорозливні, трироторні машини для фасування карамелі тощо. Вертикальні роторні лінії: двороторний тестер виробництва банок, пакування сипких продуктів і молока у термозварювальну синтетичну оболонку.
Як правило, МА комбіновані і класифікуються за переважними ознаками.
Прикладом горизонтального лінійного компонування є машина-автомат для виготовлення тари та фасування сметани, в якому стрічка термопласта широка, тому одночасно пресується кілька коробочок у ряді (рис. 3.4).
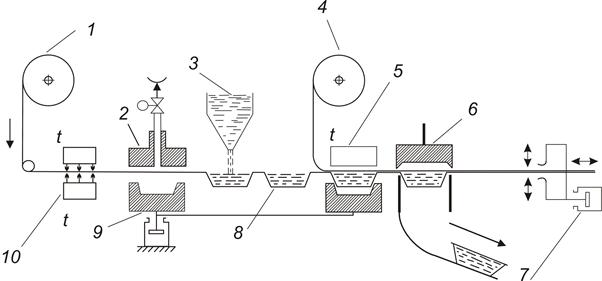
Рис. 3.4. Схема компонування автомата для фасування сметани:
1 — рулон термопластика; 2 — пуансон; 3 — дозатор; 4 — рулон
кашированої фольги; 5 — зварювання кришки; 6 — штамп для випікання
коробочки; 7 — синхронізатор швидкості для центрування малюнка;
8 — заспокоєння (вирівнювання); 9 — матриця; 10 — підігрівники
У замкненому компонуванні окремі ланки АПЛ розміщуються по замкненому кільцевому або прямокутному контуру.
У розімкненому компонуванні розміщення устаткування АПЛ може бути прямолінійним, Г- або П-подібним, “ялинковим” та ін. (див. рис. 3.2). У цьому варіанті автоматизовані потокові лінії більш універсальні, наприклад за великої кількості робочих позицій, різнорідних видів обробки (механічної, теплової) їх легше пристосувати до того приміщення, на яке розраховує підприємство.
Приклади компонувань автоматичних (автоматизованих) потокових ліній:
1. Замкнена кільцева лінія для готування опари й тіста (рис. 3.5).
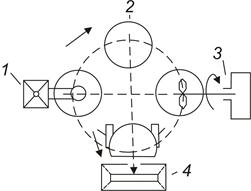
Рис. 3.5. Схема замкненої кільцевої лінії:
1 — дозатори; 2 — перемішування і відстоювання;
3 — змішувальний агрегат; 4 — вивантаження
2. Замкнена прямокутна лінія формування цукерок (рис. 3.6).
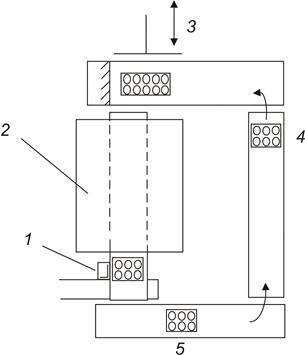
Рис. 3.6. Схема замкненої прямокутної лінії:
1 — перекладач цукерок у форми; 2 — термообробка;
3 — укладання цукерок; 4 — сушіння; 5 — очищення
3. Розімкнена Г-подібна лінія пакування цигарок (рис. 3.7).
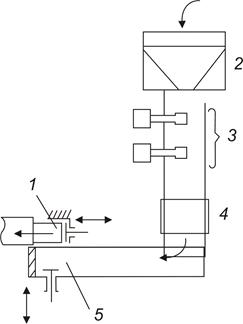
Рис. 3.7. Схема розімкненої Г- подібної лінії:
1 — формування блока; 2 — фасування;
3 — формування (загортання);
4 — запаювання; 5 — формування шару
4. Розімкнена розбіжно-збіжна лінія загортання цукерок (рис. 3.8).
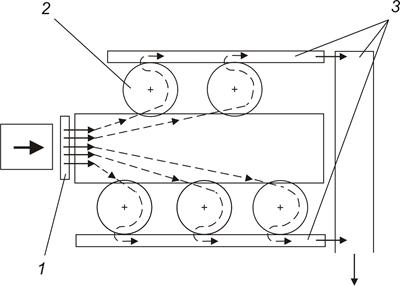
Рис. 3.8. Схема замкненої кільцевої потокової лінії:
1 — роздільник-формувач потоків; 2 — загортальний автомат;
3 — збірний транспорт
5. Розімкнена роторна лінія розливу продукту в банки (рис. 3.9).

Рис. 3.9. Схема розімкненої роторної лінії:
1 — дозатор; 2 — подавання банок (роторний транспортер); 3 — наповнення; 4 — подавання кришок і підкатка; 5 — перевантаження (роторний транспортер);
6 — кінцева закатка; 7 — роторний завантажувач
Удосконалення машин та автоматизованих потокових ліній фасування та укладання пластичних харчових продуктів повинно здійснюватись шляхом застосування таких принципів конструювання:
створення неперервно-потокового руху об’єктів обробки (виробів) за траєкторіями з використанням нерухомих робочих органів;
застосування ациклічних робочих органів із ротаційним рухом і замкненою траєкторією, наприклад транспортерів;
застосування термозварювальних пакувальних матеріалів;
вибір оптимальної форми об’єктів пакування, що забезпечує мінімальну витрату пакувального матеріалу, найпростішу траєкторію переміщення виробів у машині, застосування зовнішньої транспортної тари стандартних форм і розмірів.
Режим термозварювання треба обирати індивідуально для кожного окремого продукту і пакувального матеріалу.
Роторна компоновка машин оптимальна у багатопозиційних автоматах третього класу, наприклад у потоковому карусельному генераторі морозива «ескімо», тристороньому автоматі фасування сипких продуктів (цукерки-карамелі, крупи, цукор) та пакування їх у пачки.
|
|
|
|
|
Дата добавления: 2014-01-11; Просмотров: 1361; Нарушение авторских прав?; Мы поможем в написании вашей работы!