КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Диффузионная сварка в вакууме
|
|
|
|
Физические основы метода: Диффузионная сварка осуществляется в твердом состоянии металла при повышенных температурах с приложением сдавливающего усилия к месту сварки (рис. 1.12). Процесс условно можно разделить на две стадии.
На первой стадии, на линии раздела двух деталей создаются условия для образования металлических связей. Для этого, например, при холодной сварке с поверхности необходимо удалить оксидные пленки и жировые слои. При диффузионной сварке использование высоких температур приводит к уменьшению сопротивления материала пластическим деформациям, что облегчает сближение атомов металла по всей площади свариваемой поверхности. Облегчение удаления поверхностных пленок и предупреждение их образования при сварке использованием вакуумной защиты и тщательной предварительной защитой деталей.
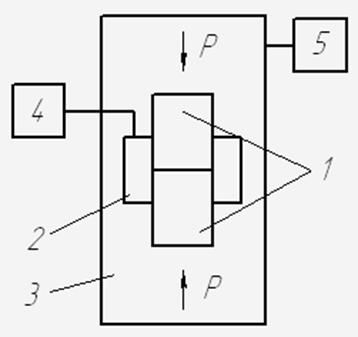
Рис. 1.12. Схема диффузионной сварки: 1 – свариваемые детали; 2 – нагревательное устройство; 3 – вакуумная камера; 4 – источник питания нагревательного устройства; 5 – вакуумный насос
На второй стадии, происходят процессы взаимной диффузии атомов свариваемых материалов. Эти процессы приводят к образованию промежуточных слоев, приводящие к увеличению прочности соединения.
Подготовка поверхности изделия под сварку является одним из важных моментов в процессе диффузионной сварки. От адсорбированных слоев освобождаются путем невысокого нагрева. Сильным нагревом в защитных средах можно испарить и оксидные пленки. Однако важным является не только удаление, но и предотвращение появления пленок. С этой точки зрения защита любыми инертными газами менее эффективна, чем вакуум.
Если химически чистый аргон содержит О2 = 0,05 % и N2 = 0,23 %, то при вакууме 1 мм рт. ст. О2 = 0,03 % и N2 = 0,1 %.
Если вакуум 1·10-4 мм рт. ст. то О2 = 0,00013 % и N2 = 0,1 %. Чем больше в сталях содержится активных элементов, тем выше должен быть вакуум при сварке. При высоком вакууме очищается от газов и сам металл и механические свойства его поверхностных слоев повышаются.
Сжимающее усилие соединяемых поверхностей основное назначение усилия – вызвать микропластическую деформацию, создать максимальный контакт между поверхностями соприкосновения. Оставшиеся между гребенками неровностей микро-пустоты будут «зарастать» в процессе взаимной диффузии. Давление практически не приводит к возникновению макроскопической пластической деформации и размеры свариваемых деталей не изменяются. Не изменяются механические и физико-химические свойства. Величина давления колеблется от 0,1 кг/мм2 до 5 кг/мм2 (для цветных металлов). Создание давления осуществляется различными способами: 1) создание давления посредством термического натяжения; 2) пневматическим давлением; 3) давление пуансоном и др.
Нагрев соединяемых материалов и изотермическая выдержка служит для полного протекания диффузионных процессов. При повышении температуры материалов большая часть тепловой энергии, поглощаемой ими расходуется на увеличение энергии колебания атомов и тем самым увеличением вообще диффузии на свариваемых границах. Свариваемые детали могут нагреваться различным путем. Применяются на практике радиационный, электроконтактный, индукционный нагрев, электронным лучом, в поле тлеющего разряда (обусловленный преобразованием кинетической энергии положительных ионов в тепловую при бомбардировке катода), при этом сварку проводят в контролируемой атмосфере. Термическая выдержка при сварке может колебаться в широких пределах от нескольких минут до нескольких часов.
Оборудование. В настоящее время разработано ряд установок для сварки в вакууме. Все они называются СДВУ с добавлением цифр.
Установки включают в себя устройства и приборы, служащие для получения и сохранения вакуума. Вакуумная сварочная камера, источник нагрева деталей, устройство с гидросистемой, служащей для создания давления и различные контролирующие приборы.
В настоящее время создано более 40 типов установок. Внедрено около 450 установок. Сварено 400 различных композиций металлов и керамик.
|
|
|
|
|
Дата добавления: 2014-11-06; Просмотров: 778; Нарушение авторских прав?; Мы поможем в написании вашей работы!