КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Розрахунок калібрів для контролю отворів. Побудова схем полів допусків. Визначення виконавчих розмірів
|
|
|
|
Класифікація калібрів.
Граничні калібри класифікують:
- за формою перевірюваної поверхні;
- залежно від контрольованого граничного розміру;
- за призначенням;
- за конструкцією;
- за кількістю одночасно контрольованих параметрів.
За формою перевірюваної поверхні граничні калібри розрізняють:
- Гладкі для циліндричних і конічних виробів;
- Різьбові;
- Шлицьові;
- Розташування поверхонь;
- Шаблони глибини і висоти уступів
для отворів пробки (рис.19,а), для валів скоби (рис.19,б).
Залежно від контрольованого граничного розміру деталі граничні калібри поділяють на прохідні і непрохідні.
За призначенням поділяються на:
- Робочі (прохідні (ПР) і не прохідні (НЕ)) – призначені для контролю виробів у процесі їхнього виготовлення робітниками, а також контролерами цехів заводу;
- Контрольні (К-ПР, К-НЕ, К-И) – для перевірки робочих калібрів у процесі їхнього виготовлення й експлуатації.
За конструкцією поділяються на:
- Жорсткі
- Регульовані односторонні та двосторонні
За кількістю одночасно контрольованих параметрів:
- Елементні - одночасно контролюють один розмір;
- Комплексні – одночасно контролюють кілька розмірів.
Розрахунок гладких граничних калібрів для контролю отвору починають із встановлення номінальних розмірів. Для прохідної сторони робочого калібру-пробки за номінальний розмір приймають найменший граничний розмір отвору (Dmin), а для непрохідний – найбільший граничний розмір отвору (Dmax).
Розрахунок ведемо в такій послідовності:
1. Побудова нульової лінії контролюючого отвору по заданому номінальному розміру.
2. Побудова поля допуску контрольованого отвору.
3. Визначення граничних розмірів контрольованого отвору:
Dmax = Dн + ES, мм. Dmin = Dн + EI, мм
4. Побудова середини полів допусків (нульових ліній) прохідної і непрохідної сторін пробки:
 |
 , мкм – відхилення середини поля допуску прохідної сторони робочої пробки від мінімального розміру контрольованого отвору Dmin убік зменшення поля допуску;
, мкм – відхилення середини поля допуску прохідної сторони робочої пробки від мінімального розміру контрольованого отвору Dmin убік зменшення поля допуску;
Рис.20
α, мкм – відхилення середини поля допуску непрохідної сторони робочої пробки від максимального розміру контрольованого отвору Dmax убік зменшення поля допуску;
z і α вибираються в залежності від номінального розміру отвору і квалітету.
5. Побудова полів допусків прохідної і непрохідної сторін робочої пробки. знаходимо:
H, мкм – величина полів допусків прохідної і непрохідної сторін робочої пробки. Для побудови поля допуску половина цієї величини H/2 відкладається симетрично вгору і вниз від лінії середини полів допусків;
H вибирається в залежності від номінального розміру отвору і квалітету.
6. Побудова границі зносу прохідної сторони пробки знаходимо:
y, мкм – границя зносу прохідної сторони робочої пробки, що відкладається від найменшого розміру отвору Dmin зі зсувом α убік поля допуску;
y вибирається в залежності від номінального розміру отвору і квалітету.
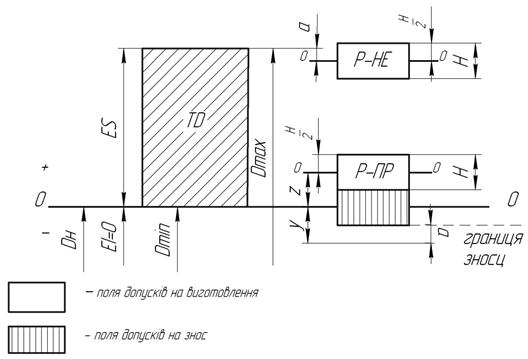
Побудова схеми розташування полів допусків робочих калібрів для контролю отвору представлене на рис.20.
7. Визначення граничних розмірів прохідної і непрохідної сторін робочої пробки, а також границі зносу прохідної сторони робочої пробки:
Р–ПРmax = Dmin + z + H/2, мм;
Р–ПРmin = Dmin + z – H/2, мм;
Р–НЕmax = Dmax –α + H/2, мм;
Р–НЕmin = Dmax – α – H/2, мм;
Р–Иmax = Dmin – y + α, мм;
8. Визначення виконавчих розмірів пробки виконують по максимальних розмірах прохідної і непрохідної сторін з негативними допусками.
Р-ПР = Р–ПРmax –H
Р-НІ = Р–НЕmax –H
|
|
|
|
|
Дата добавления: 2014-10-15; Просмотров: 1160; Нарушение авторских прав?; Мы поможем в написании вашей работы!