КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение диаметра наплавочной проволоки
|
|
|
|
Процессов
Расчет и обоснование параметров режима наплавочных
Наименование вспомогательных действий в технологических процессах получения гальванических металлических покрытий
Наименование основных операций технологических процессов получения гальванических покрытий из одного металла или сплава
А. Стандартизируемые по терминологии ГОСТ 9.305-841.
1. Хромирование; 2. Железнение;
3. Меднение; 4. Цинкование;
5. Никелирование; 6. Оловянирование.
Б. Стандартизуемые по терминологии ГОСТ 9.008-82.
1. Покрытие сплавом железо-никель (Ж-Н).
2. Покрытие сплавом железо-хром (Ж-Х).
3. Покрытие сплавом железо-марганец (Ж-М).
4. Покрытие сплавом железо-цинк (Ж-Ц).
1. Промывка в холодной воде (до 40оС,Х).
2. Промывка в теплой воде (40...59°С, Т).
3. Промывка в горячей воде (60...90°С, Г).
4. Обезжиривание органическими растворителями.
5. Обезжиривание химическое.
6. Обезжиривание электрохимическое на аноде.
7. Обезжиривание электрохимическое на катоде.
8. Травление химическое.
9. Травление анодное.
10. Анодное снятие травильного шлама.
11. Активация химическая.
12. Активация электрохимическая.
13. Полирование химическое.
14. Полирование электрохимическое.
15. Галтовка.
16. Обезводороживание.
17. Сушка.
3. РАСЧЕТ ПАРАМЕТРОВ РЕЖИМА И ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ ВОССТАНОВИТЕЛЬНЫХ ОПЕРАЦИЙ
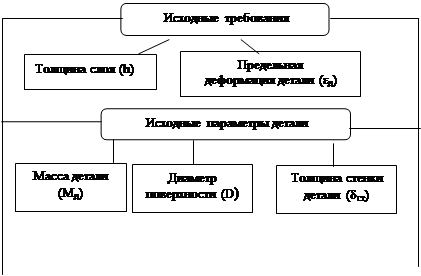
Исходными данными при расчётном определении параметров режима механизированной наплавки являются: технические требования к наплавленному слою (качество поверхности, толщина и свойства металлического покрытия). Искомыми параметрами режима механизированной наплавки являются: сила тока и напряжение дуги, скорость подачи наплавочной проволоки, скорость и шаг наплавки, частота вращения детали, а также ориентация электрода относительно наплавляемой поверхности детали.
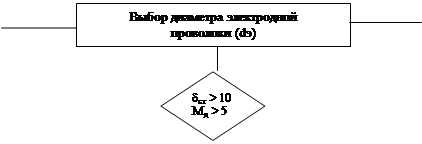
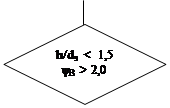
Результативным параметром, который определяет уровень всех параметров режима наплавочного процесса, является требуемая толщина наплавленного слоя, которая в определенной мере зависит от диаметра наплавочной проволоки. В свою очередь, весь диапазон режимов наплавочного процесса делится на две области – форсированные и мягкие режимы. Каждый режим определяется по двум обобщённым критериям подобия: относительной толщине наплавленного слоя Zh (отношение толщины наплавленного слоя к диаметру наплавочной проволоки Z h = h/dэ) и коэффициенту формы наплавленного валика Y В (отношение ширины к высоте наплавленного валика). Форсированные режимы характеризуются наплавкой слоя металла толщиной от 0,5 до 1,5 диаметра наплавочной проволоки, которые могут быть получены при повышенных значениях напряжения дуги либо скорости наплавки. Механизм формирования тонкослойных металлопокрытий при увеличении напряжения дуги объясняется повышенным давлением дуги на жидкий металл. Мягкие режимы характеризуются наплавкой слоев толщиной более полуторного диаметра электродной проволоки. Основное влияние на формирование геометрических параметров наплавленных валиков на мягких режимах оказывают силы гравитации и поверхностного натяжения жидкого металла. Формализованный выбор диаметра наплавочной проволоки и режима наплавочного процесса можно производить, руководствуясь алгоритмом (рис. 3.1). Сила тока дуги оказывает влияние на все выходные показатели наплавочного процесса: производительность, качество
формирования металлопокрытия, термическое влияние и тепловые деформации детали. Однако на первом этапе определения режима наплавочной операции силу тока дуги назначают из условия исключения предельных термических деформаций, руководствуясь такими параметрами детали, как металлоемкость и толщина стенки наплавляемой поверхности детали.
 |
|
|
 | | ||||||
 |  | ||||||


 |  | ||||
 |
|
|
 | |
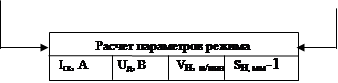 |
Рис.3.1. Алгоритм выбора режима наплавочного процесса
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 895; Нарушение авторских прав?; Мы поможем в написании вашей работы!